
Chapter 296-67 WAC
Last Update: 12/27/23SAFETY STANDARDS FOR PROCESS SAFETY MANAGEMENT OF HIGHLY HAZARDOUS CHEMICALS
WAC Sections
| HTMLPDF | 296-67-001 | Purpose and scope—Part A. |
| HTMLPDF | 296-67-005 | Definitions. |
| HTMLPDF | 296-67-009 | Employee participation. |
| HTMLPDF | 296-67-013 | Process safety information. |
| HTMLPDF | 296-67-017 | Process hazard analysis. |
| HTMLPDF | 296-67-021 | Operating procedures. |
| HTMLPDF | 296-67-025 | Training. |
| HTMLPDF | 296-67-029 | Contractors. |
| HTMLPDF | 296-67-033 | Prestartup safety review. |
| HTMLPDF | 296-67-037 | Mechanical integrity. |
| HTMLPDF | 296-67-041 | Hot work permit. |
| HTMLPDF | 296-67-045 | Management of change. |
| HTMLPDF | 296-67-049 | Incident investigation. |
| HTMLPDF | 296-67-053 | Emergency planning and response. |
| HTMLPDF | 296-67-057 | Compliance audits. |
| HTMLPDF | 296-67-061 | Trade secrets. |
| HTMLPDF | 296-67-285 | Appendix A—List of highly hazardous chemicals, toxics and reactives (mandatory). |
| HTMLPDF | 296-67-289 | Appendix B—Block flow diagram and simplified process flow diagram (nonmandatory). |
| HTMLPDF | 296-67-291 | Appendix C—Compliance guidelines and recommendations for process safety management (nonmandatory). |
| HTMLPDF | 296-67-293 | Appendix D—Sources of further information (nonmandatory). |
PART B | ||
| HTMLPDF | 296-67-300 | Purpose and scope—Part B. |
| HTMLPDF | 296-67-307 | Definitions. |
| HTMLPDF | 296-67-311 | Process safety management program. |
| HTMLPDF | 296-67-315 | Employee collaboration. |
| HTMLPDF | 296-67-319 | Process safety information. |
| HTMLPDF | 296-67-323 | Hazard analyses. |
| HTMLPDF | 296-67-327 | Operating procedures. |
| HTMLPDF | 296-67-331 | Training. |
| HTMLPDF | 296-67-335 | Contractors. |
| HTMLPDF | 296-67-339 | Pre-startup safety review. |
| HTMLPDF | 296-67-343 | Mechanical integrity. |
| HTMLPDF | 296-67-347 | Damage mechanism review. |
| HTMLPDF | 296-67-351 | Hot work. |
| HTMLPDF | 296-67-355 | Management of change. |
| HTMLPDF | 296-67-359 | Management of organizational change. |
| HTMLPDF | 296-67-363 | Incident investigation—Root cause analysis. |
| HTMLPDF | 296-67-367 | Emergency planning and response. |
| HTMLPDF | 296-67-371 | Compliance audits. |
| HTMLPDF | 296-67-375 | Process safety culture assessment. |
| HTMLPDF | 296-67-379 | Human factors. |
| HTMLPDF | 296-67-383 | Corrective action program. |
| HTMLPDF | 296-67-387 | Trade secrets. |
PDF296-67-001
Purpose and scope—Part A.
(1) Purpose. WAC 296-67-001 through 296-67-293 comprise Part A of this chapter. This section contains requirements for preventing or minimizing the consequences of catastrophic releases of toxic, reactive, flammable, or explosive chemicals. These releases may result in toxic, fire, or explosion hazards.
(2) Application.
(a) This part applies to the following:
(i) A process which involves a chemical at or above the specified threshold quantities listed in WAC 296-67-285, Appendix A;
(ii) A process which involves a Category 1 flammable gas (as defined in WAC 296-901-14006) or a flammable liquid with a flashpoint below 100°F (37.8°C) on site in one location, in a quantity of 10,000 pounds (4535.9 kg) or more except for:
(A) Hydrocarbon fuels used solely for workplace consumption as a fuel (e.g., propane used for comfort heating, gasoline for vehicle refueling), if such fuels are not a part of a process containing another highly hazardous chemical covered by this standard;
(B) Flammable liquids with a flashpoint below 100°F (37.8°C) stored in atmospheric tanks or transferred which are kept below their normal boiling point without benefit of chilling or refrigeration.
(b) This part does not apply to:
(i) Retail facilities;
(ii) Oil or gas well drilling or servicing operations;
(iii) Normally unoccupied remote facilities; or
(iv) Petroleum refineries under Part B of this chapter.
[Statutory Authority: RCW 49.17.010, 49.17.040, 49.17.050, 49.17.060, and chapter 49.17 RCW. WSR 24-02-037, § 296-67-001, filed 12/27/23, effective 12/27/24. Statutory Authority: RCW 49.17.010, 49.17.040, 49.17.050, 49.17.060 and 29 C.F.R. 1910 Subpart Z. WSR 14-07-086, § 296-67-001, filed 3/18/14, effective 5/1/14. Statutory Authority: RCW 49.17.010, 49.17.040, 49.17.050, 49.17.060. WSR 07-03-163, § 296-67-001, filed 1/24/07, effective 4/1/07. Statutory Authority: Chapter 49.17 RCW. WSR 92-17-022 (Order 92-06), § 296-67-001, filed 8/10/92, effective 9/10/92.]
PDF296-67-005
Definitions.
"Atmospheric tank" means a storage tank which has been designed to operate at pressures from atmospheric through 0.5 p.s.i.g. (pounds per square inch gauge, 3.45 Kpa).
"Boiling point" means the boiling point of a liquid at a pressure of 14.7 pounds per square inch absolute (p.s.i.a.) (760 mm.). For the purposes of this part, where an accurate boiling point is unavailable for the material in question, or for mixtures which do not have a constant boiling point, the 10 percent point of a distillation performed in accordance with the Standard Method of Test for Distillation of Petroleum Products, ASTM D-86-62, may be used as the boiling point of the liquid.
"Catastrophic release" means a major uncontrolled emission, fire, or explosion, involving one or more highly hazardous chemicals, that presents serious danger to employees in the workplace.
"Facility" means the buildings, containers, or equipment which contain a process.
"Highly hazardous chemical" means a substance possessing toxic, reactive, flammable, or explosive properties and specified by WAC 296-67-001 (2)(a).
"Hot work" means work involving electric or gas welding, cutting, brazing, or similar flame or spark-producing operations.
"Normally unoccupied remote facility" means a facility which is operated, maintained, or serviced by employees who visit the facility only periodically to check its operation and to perform necessary operating or maintenance tasks. No employees are permanently stationed at the facility. Facilities meeting this definition are not contiguous with, and must be geographically remote from all other buildings, processes, or persons.
"Process" means any activity involving a highly hazardous chemical including any use, storage, manufacturing, handling, or the on-site movement of such chemicals, or combination of these activities. For purposes of this definition, any group of vessels which are interconnected and separate vessels which are located such that a highly hazardous chemical could be involved in a potential release shall be considered a single process.
"Replacement in kind" means a replacement which satisfies the design specification.
"Trade secret" means any confidential formula, pattern, process, device, information, or compilation of information that is used in an employer's business, and that gives the employer an opportunity to obtain an advantage over competitors who do not know or use it. See WAC 296-901-14030, Appendix E—Definition of "trade secret." (Which sets out the criteria to be used in evaluating trade secrets.)
[Statutory Authority: RCW 49.17.010, 49.17.040, 49.17.050, 49.17.060 and 29 C.F.R. 1910 Subpart Z. WSR 14-07-086, § 296-67-005, filed 3/18/14, effective 5/1/14. Statutory Authority: RCW 49.17.010, [49.17].040, and [49.17].050. WSR 01-11-038, § 296-67-005, filed 5/9/01, effective 9/1/01. Statutory Authority: Chapter 49.17 RCW. WSR 93-21-075 (Order 93-06), § 296-67-005, filed 10/20/93, effective 12/1/93; WSR 92-17-022 (Order 92-06), § 296-67-005, filed 8/10/92, effective 9/10/92.]
PDF296-67-009
Employee participation.
(1) Employers shall develop a written plan of action regarding the implementation of the employee participation required by this section.
(2) Employers shall consult with employees and their representatives on the conduct and development of process hazards analyses and on the development of the other elements of process safety management in this standard.
(3) Employers shall provide to employees and their representatives access to process hazard analyses and to all other information required to be developed under this standard.
[Statutory Authority: Chapter 49.17 RCW. WSR 92-17-022 (Order 92-06), § 296-67-009, filed 8/10/92, effective 9/10/92.]
PDF296-67-013
Process safety information.
In accordance with the schedule set forth in WAC 296-67-017, the employer shall complete a compilation of written process safety information before conducting any process hazard analysis required by the standard. The compilation of written process safety information is to enable the employer and the employees involved in operating the process to identify and understand the hazards posed by those processes involving highly hazardous chemicals. This process safety information shall include information pertaining to the hazards of the highly hazardous chemicals used or produced by the process, information pertaining to the technology of the process, and information pertaining to the equipment in the process.
(1) Information pertaining to the hazards of the highly hazardous chemicals in the process. This information shall consist of at least the following:
(a) Toxicity information;
(b) Permissible exposure limits;
(c) Physical data;
(d) Reactivity data;
(e) Corrosivity data;
(f) Thermal and chemical stability data; and
(g) Hazardous effects of inadvertent mixing of different materials that could foreseeably occur.
Note: | Material Safety Data Sheets meeting the requirements of WAC 296-62-05413 may be used to comply with this requirement to the extent they contain the information required by this section. |
(2) Information pertaining to the technology of the process.
(a) Information concerning the technology of the process shall include at least the following:
(i) A block flow diagram or simplified process flow diagram (see WAC 296-67-289, Appendix B);
(ii) Process chemistry;
(iii) Maximum intended inventory;
(iv) Safe upper and lower limits for such items as temperatures, pressures, flows, or compositions; and
(v) An evaluation of the consequences of deviations, including those affecting the safety and health of employees.
(b) Where the original technical information no longer exists, such information may be developed in conjunction with the process hazard analysis in sufficient detail to support the analysis.
(3) Information pertaining to the equipment in the process.
(a) Information pertaining to the equipment in the process shall include:
(i) Materials of construction;
(ii) Piping and instrument diagrams (P&IDs);
(iii) Electrical classification;
(iv) Relief system design and design basis;
(v) Ventilation system design;
(vi) Design codes and standards employed;
(vii) Material and energy balances for processes built after May 26, 1992; and
(viii) Safety systems (e.g., interlocks, detection, or suppression systems).
(b) The employer shall document that equipment complies with recognized and generally accepted good engineering practices.
(c) For existing equipment designed and constructed in accordance with codes, standards, or practices that are no longer in general use, the employer shall determine and document that the equipment is designed, maintained, inspected, tested, and operating in a safe manner.
[Statutory Authority: Chapter 49.17 RCW. WSR 92-17-022 (Order 92-06), § 296-67-013, filed 8/10/92, effective 9/10/92.]
PDF296-67-017
Process hazard analysis.
(1) The employer shall perform an initial process hazard analysis (hazard evaluation) on processes covered by this standard. The process hazard analysis shall be appropriate to the complexity of the process and shall identify, evaluate, and control the hazards involved in the process. Employers shall determine and document the priority order for conducting process hazard analyses based on a rationale which includes such considerations as extent of the process hazards, number of potentially affected employees, age of the process, and operating history of the process. The process hazard analysis shall be conducted as soon as possible, but not later than the following schedule:
(a) No less than twenty-five percent of the initial process hazards analyses shall be completed by May 26, 1994;
(b) No less than fifty percent of the initial process hazards analyses shall be completed by May 26, 1995;
(c) No less than seventy-five percent of the initial process hazards analyses shall be completed by May 26, 1996;
(d) All initial process hazards analyses shall be completed by May 26, 1997;
(e) Process hazards analyses completed after May 26, 1987, which meet the requirements of this section are acceptable as initial process hazards analyses. These process hazard analyses shall be updated and revalidated, based on their completion date, in accordance with this section.
(2) The employer shall use one or more of the following methodologies that are appropriate to determine and evaluate the hazards of the process being analyzed.
(a) What-If;
(b) Checklist;
(c) What-If/Checklist;
(d) Hazard and Operability Study (HAZOP);
(e) Failure Mode and Effects Analysis (FMEA);
(f) Fault Tree Analysis; or
(g) An appropriate equivalent methodology.
(3) The process hazard analysis shall address:
(a) The hazards of the process;
(b) The identification of any previous incident which had a likely potential for catastrophic consequences in the workplace;
(c) Engineering and administrative controls applicable to the hazards and their interrelationships such as appropriate application of detection methodologies to provide early warning of releases. (Acceptable detection methods might include process monitoring and control instrumentation with alarms, and detection hardware such as hydrocarbon sensors);
(d) Consequences of failure of engineering and administrative controls;
(e) Facility siting;
(f) Human factors; and
(g) A qualitative evaluation of a range of the possible safety and health effects of failure of controls on employees in the workplace.
(4) The process hazard analysis shall be performed by a team with expertise in engineering and process operations, and the team shall include at least one employee who has experience and knowledge specific to the process being evaluated. Also, one member of the team must be knowledgeable in the specific process hazard analysis methodology being used.
(5) The employer shall establish a system to promptly address the team's findings and recommendations; assure that the recommendations are resolved in a timely manner and that the resolution is documented; document what actions are to be taken; complete actions as soon as possible; develop a written schedule of when these actions are to be completed; communicate the actions to operating, maintenance, and other employees whose work assignments are in the process and who may be affected by the recommendations or actions.
(6) At least every five years after the completion of the initial process hazard analysis, the process hazard analysis shall be updated and revalidated by a team meeting the requirements of this section, to assure that the process hazard analysis is consistent with the current process.
(7) Employers shall retain process hazards analyses and updates or revalidations for each process covered by this part, as well as the documented resolution of recommendations described in this section for the life of the process.
[Statutory Authority: Chapter 49.17 RCW. WSR 92-17-022 (Order 92-06), § 296-67-017, filed 8/10/92, effective 9/10/92.]
PDF296-67-021
Operating procedures.
(1) The employer shall develop and implement written operating procedures that provide clear instructions for safely conducting activities involved in each covered process consistent with the process safety information and shall address at least the following elements.
(a) Steps for each operating phase:
(i) Initial startup;
(ii) Normal operations;
(iii) Temporary operations;
(iv) Emergency shutdown including the conditions under which emergency shutdown is required, and the assignment of shutdown responsibility to qualified operators to ensure that emergency shutdown is executed in a safe and timely manner;
(v) Emergency operations;
(vi) Normal shutdown; and
(vii) Startup following a turnaround, or after an emergency shutdown.
(b) Operating limits:
(i) Consequences of deviation; and
(ii) Steps required to correct or avoid deviation.
(c) Safety and health considerations:
(i) Properties of, and hazards presented by, the chemicals used in the process;
(ii) Precautions necessary to prevent exposure, including engineering controls, administrative controls, and personal protective equipment;
(iii) Control measures to be taken if physical contact or airborne exposure occurs;
(iv) Quality control for raw materials and control of hazardous chemical inventory levels; and
(v) Any special or unique hazards.
(d) Safety systems and their functions.
(2) Operating procedures shall be readily accessible to employees who work in or maintain a process.
(3) The operating procedures shall be reviewed as often as necessary to assure that they reflect current operating practice, including changes that result from changes in process chemicals, technology, and equipment, and changes to facilities.
(4) The employer shall certify annually that these operating procedures are current and accurate.
(5) The employer shall develop and implement safe work practices to provide for the control of hazards during operations such as lockout/tagout; confined space entry; opening process equipment or piping; and control over entrance into a facility by maintenance, contractor, laboratory, or other support personnel. These safe work practices shall apply to employees and contractor employees.
[Statutory Authority: Chapter 49.17 RCW. WSR 92-17-022 (Order 92-06), § 296-67-021, filed 8/10/92, effective 9/10/92.]
PDF296-67-025
Training.
(1) Initial training.
(a) Each employee presently involved in operating a process, and each employee before being involved in operating a newly assigned process, shall be trained in an overview of the process and in the operating procedures as specified in WAC 296-67-021. The training shall include emphasis on the specific safety and health hazards, emergency operations including shutdown, and safe work practices applicable to the employee's job tasks.
(b) In lieu of initial training for those employees already involved in operating a process on May 26, 1992, an employer may certify in writing that the employee has the required knowledge, skills, and abilities to safely carry out the duties and responsibilities as specified in the operating procedures.
(2) Refresher training. Refresher training shall be provided at least every three years, and more often if necessary, to each employee involved in operating a process to assure that the employee understands and adheres to the current operating procedures of the process. The employer, in consultation with the employees involved in operating the process, shall determine the appropriate frequency of refresher training.
(3) Training documentation. The employer shall ascertain that each employee involved in operating a process has received and understood the training required by this section. The employer shall prepare a record which contains the identity of the employee, the date of training, and the means used to verify that the employee understood the training.
[Statutory Authority: Chapter 49.17 RCW. WSR 92-17-022 (Order 92-06), § 296-67-025, filed 8/10/92, effective 9/10/92.]
PDF296-67-029
Contractors.
(1) Application. This section applies to contractors performing maintenance or repair, turnaround, major renovation, or specialty work on or adjacent to a covered process. It does not apply to contractors providing incidental services which do not influence process safety, such as janitorial work, food and drink services, laundry, delivery, or other supply services.
(2) Employer responsibilities.
(a) The employer, when selecting a contractor, shall obtain and evaluate information regarding the contract employer's safety performance and programs.
(b) The employer shall inform contract employers of the known potential fire, explosion, or toxic release hazards related to the contractor's work and the process.
(c) The employer shall explain to contract employers the applicable provisions of the emergency action plan required by WAC 296-67-053.
(d) The employer shall develop and implement safe work practices consistent with WAC 296-67-021, to control the entrance, presence, and exit of contract employers and contract employees in covered process areas.
(e) The employer shall periodically evaluate the performance of contract employers in fulfilling their obligations as specified in subsection (3) of this section.
(f) The employer shall maintain a contract employee injury and illness log related to the contractor's work in process areas.
(3) Contract employer responsibilities.
(a) The contract employer shall assure that each contract employee is trained in the work practices necessary to safely perform his/her job.
(b) The contract employer shall assure that each contract employee is instructed in the known potential fire, explosion, or toxic release hazards related to his/her job and the process, and the applicable provisions of the emergency action plan.
(c) The contract employer shall document that each contract employee has received and understood the training required by this paragraph. The contract employer shall prepare a record which contains the identity of the contract employee, the date of training, and the means used to verify that the employee understood the training.
(d) The contract employer shall assure that each contract employee follows the safety rules of the facility including the safe work practices required by WAC 296-67-021.
(e) The contract employer shall advise the employer of any unique hazards presented by the contract employer's work, or of any hazards found by the contract employer's work.
[Statutory Authority: Chapter 49.17 RCW. WSR 92-17-022 (Order 92-06), § 296-67-029, filed 8/10/92, effective 9/10/92.]
PDF296-67-033
Prestartup safety review.
(1) The employer shall perform a prestartup safety review for new facilities and for modified facilities when the modification is significant enough to require a change in the process safety information.
(2) The prestartup safety review shall confirm that prior to the introduction of highly hazardous chemicals to a process:
(a) Construction and equipment is in accordance with design specifications;
(b) Safety, operating, maintenance, and emergency procedures are in place and are adequate;
(c) For new facilities, a process hazard analysis has been performed and recommendations have been resolved or implemented before startup; and modified facilities meet the requirements contained in management of change, WAC 296-67-045.
(d) Training of each employee involved in operating a process has been completed.
[Statutory Authority: Chapter 49.17 RCW. WSR 92-17-022 (Order 92-06), § 296-67-033, filed 8/10/92, effective 9/10/92.]
PDF296-67-037
Mechanical integrity.
(1) Application. WAC 296-67-037 (2) through (6) apply to the following process equipment:
(a) Pressure vessels and storage tanks;
(b) Piping systems (including piping components such as valves);
(c) Relief and vent systems and devices;
(d) Emergency shutdown systems;
(e) Controls (including monitoring devices and sensors, alarms, and interlocks); and
(f) Pumps.
(2) Written procedures. The employer shall establish and implement written procedures to maintain the ongoing integrity of process equipment.
(3) Training for process maintenance activities. The employer shall train each employee involved in maintaining the ongoing integrity of process equipment in an overview of that process and its hazards and in the procedures applicable to the employee's job tasks to assure that the employee can perform the job tasks in a safe manner.
(4) Inspection and testing.
(a) Inspections and tests shall be performed on process equipment.
(b) Inspection and testing procedures shall follow recognized and generally accepted good engineering practices.
(c) The frequency of inspections and tests of process equipment shall be consistent with applicable manufacturers' recommendations and good engineering practices, and more frequently if determined to be necessary by prior operating experience.
(d) The employer shall document each inspection and test that has been performed on process equipment. The documentation shall identify the date of the inspection or test, the name of the person who performed the inspection or test, the serial number or other identifier of the equipment on which the inspection or test was performed, a description of the inspection or test performed, and the results of the inspection or test.
(5) Equipment deficiencies. The employer shall correct deficiencies in equipment that are outside acceptable limits (defined by the process safety information in WAC 296-67-013) before further use or in a safe and timely manner when necessary means are taken to assure safe operation.
(6) Quality assurance.
(a) In the construction of new plants and equipment, the employer shall assure that equipment as it is fabricated is suitable for the process application for which they will be used.
(b) Appropriate checks and inspections shall be performed to assure that equipment is installed properly and consistent with design specifications and the manufacturer's instructions.
(c) The employer shall assure that maintenance materials, spare parts and equipment are suitable for the process application for which they will be used.
[Statutory Authority: Chapter 49.17 RCW. WSR 92-17-022 (Order 92-06), § 296-67-037, filed 8/10/92, effective 9/10/92.]
PDF296-67-041
Hot work permit.
(1) The employer shall issue a hot work permit for hot work operations conducted on or near a covered process.
(2) The permit shall document that the fire prevention and protection requirements in WAC 296-24-695 have been implemented prior to beginning the hot work operations; it shall indicate the date(s) authorized for hot work; and identify the object on which hot work is to be performed.
(3) The permit shall be kept on file until completion of the hot work operations.
[Statutory Authority: Chapter 49.17 RCW. WSR 92-17-022 (Order 92-06), § 296-67-041, filed 8/10/92, effective 9/10/92.]
PDF296-67-045
Management of change.
(1) The employer shall establish and implement written procedures to manage changes (except for "replacements in kind") to process chemicals, technology, equipment, and procedures; and, changes to facilities that affect a covered process.
(2) The procedures shall assure that the following considerations are addressed prior to any change:
(a) The technical basis for the proposed change;
(b) Impact of change on safety and health;
(c) Modifications to operating procedures;
(d) Necessary time period for the change; and
(e) Authorization requirements for the proposed change.
(3) Employees involved in operating a process and maintenance and contract employees whose job tasks will be affected by a change in the process shall be informed of, and trained in, the change prior to start up of the process or affected part of the process.
(4) If a change covered by this section results in a change in the process safety information required by WAC 296-67-013, such information shall be updated accordingly.
(5) If a change covered by this section results in a change in the operating procedures or practices required by WAC 296-67-021, such procedures or practices shall be updated accordingly.
[Statutory Authority: Chapter 49.17 RCW. WSR 92-17-022 (Order 92-06), § 296-67-045, filed 8/10/92, effective 9/10/92.]
PDF296-67-049
Incident investigation.
(1) The employer shall investigate each incident which resulted in, or could reasonably have resulted in a catastrophic release of highly hazardous chemical in the workplace.
(2) An incident investigation shall be initiated as promptly as possible, but not later than forty-eight hours following the incident.
(3) An incident investigation team shall be established and consist of at least one person knowledgeable in the process involved, including a contract employee if the incident involved work of the contractor, and other persons with appropriate knowledge and experience to thoroughly investigate and analyze the incident.
(4) A report shall be prepared at the conclusion of the investigation which includes at a minimum:
(a) Date of incident;
(b) Date investigation began;
(c) A description of the incident;
(d) The factors that contributed to the incident; and
(e) Any recommendations resulting from the investigation.
(5) The employer shall establish a system to promptly address and resolve the incident report findings and recommendations. Resolutions and corrective actions shall be documented.
(6) The report shall be reviewed with all affected personnel whose job tasks are relevant to the incident findings including contract employees where applicable.
(7) Incident investigation reports shall be retained for five years.
[Statutory Authority: Chapter 49.17 RCW. WSR 92-17-022 (Order 92-06), § 296-67-049, filed 8/10/92, effective 9/10/92.]
PDF296-67-053
Emergency planning and response.
The employer shall establish and implement an emergency action plan for the entire plant in accordance with the provisions of WAC 296-24-567. In addition, the emergency action plan shall include procedures for handling small releases. Employers covered under this standard may also be subject to the emergency response provisions contained in chapter 296-824 WAC, Emergency response to hazardous substance releases.
[Statutory Authority: RCW 49.17.010, [49.17].040, [49.17].050, and [49.17].060. WSR 02-20-034, § 296-67-053, filed 9/24/02, effective 10/1/02. Statutory Authority: RCW 49.17.010, [49.17].040, and [49.17].050. WSR 01-11-038, § 296-67-053, filed 5/9/01, effective 9/1/01. Statutory Authority: Chapter 49.17 RCW. WSR 92-17-022 (Order 92-06), § 296-67-053, filed 8/10/92, effective 9/10/92.]
PDF296-67-057
Compliance audits.
(1) Employers shall certify that they have evaluated compliance with the provisions of this section at least every three years to verify that the procedures and practices developed under the standard are adequate and are being followed.
(2) The compliance audit shall be conducted by at least one person knowledgeable in the process.
(3) A report of the findings of the audit shall be developed.
(4) The employer shall promptly determine and document an appropriate response to each of the findings of the compliance audit, and document that deficiencies have been corrected.
(5) Employers shall retain the two most recent compliance audit reports.
[Statutory Authority: Chapter 49.17 RCW. WSR 92-17-022 (Order 92-06), § 296-67-057, filed 8/10/92, effective 9/10/92.]
PDF296-67-061
Trade secrets.
(1) Employers shall make all information necessary to comply with the section available to those persons responsible for compiling the process safety information (required by WAC 296-67-013), those assisting in the development of the process hazard analysis (required by WAC 296-67-017), those responsible for developing the operating procedures (required by WAC 296-67-021), and those involved in incident investigations (required by WAC 296-67-049), emergency planning and response (WAC 296-67-053) and compliance audits (WAC 296-67-057) without regard to possible trade secret status of such information.
(2) Nothing in this section shall preclude the employer from requiring the persons to whom the information is made available under WAC 296-67-061 to enter into confidentiality agreements not to disclose the information as set forth in WAC 296-62-053.
(3) Subject to the rules and procedures set forth in WAC 296-62-053, employees and their designated representatives shall have access to trade secret information contained within the process hazard analysis and other documents required to be developed by this standard.
PDF296-67-285
Appendix A—List of highly hazardous chemicals, toxics and reactives (mandatory).
This appendix contains a listing of toxic and reactive highly hazardous chemicals which present a potential for a catastrophic event at or above the threshold quantity.
CHEMICAL NAME | CAS* | TQ** | |
Acetaldehyde | 75-07-0 | 2500 | |
Acrolein (2-Propenal) | 107-02-8 | 150 | |
Acrylyl Chloride | 814-68-6 | 250 | |
Allyl Chloride | 107-05-1 | 1000 | |
Allylamine | 107-11-9 | 1000 | |
Alkylaluminums | Varies | 5000 | |
Ammonia, Anhydrous | 7664-41-7 | 10000 | |
Ammonia solutions (˃44% ammonia by weight) | 7664-41-7 | 15000 | |
Ammonium Perchlorate | 7790-98-9 | 7500 | |
Ammonium Permanganate | 7787-36-2 | 7500 | |
Arsine (also called Arsenic Hydride) | 7784-42-1 | 100 | |
Bis(Chloromethyl) Ether | 542-88-1 | 100 | |
Boron Trichloride | 10294-34-5 | 2500 | |
Boron Trifluoride | 7637-07-2 | 250 | |
Bromine | 7726-95-6 | 1500 | |
Bromine Chloride | 13863-41-7 | 1500 | |
Bromine Pentafluoride | 7789-30-2 | 2500 | |
Bromine Trifluoride | 7787-71-5 | 15000 | |
3-Bromopropyne (also called Propargyl Bromide) | 106-96-7 | 100 | |
Butyl Hydroperoxide (Tertiary) | 75-91-2 | 5000 | |
Butyl Perbenzoate (Tertiary) | 614-45-9 | 7500 | |
Carbonyl Chloride (see Phosgene) | 75-44-5 | 100 | |
Carbonyl Fluoride | 353-50-4 | 2500 | |
Cellulose Nitrate (concentration ˃12.6% nitrogen) | 9004-70-0 | 2500 | |
Chlorine | 7782-50-5 | 1500 | |
Chlorine Dioxide | 10049-04-4 | 1000 | |
Chlorine Pentafluoride | 13637-63-3 | 1000 | |
Chlorine Trifluoride | 7790-91-2 | 1000 | |
Chlorodiethylaluminum (also called Diethylaluminum Chloride) | 96-10-6 | 5000 | |
1-Chloro-2,4-Dinitrobenzene | 97-00-7 | 5000 | |
Chloromethyl Methyl Ether | 107-30-2 | 500 | |
Chloropicrin | 76-06-2 | 500 | |
Chloropicrin and Methyl Bromide mixture | None | 1500 | |
Chloropicrin and Methyl Chloride mixture | None | 1500 | |
Cumene Hydroperoxide | 80-15-9 | 5000 | |
Cyanogen | 460-19-5 | 2500 | |
Cyanogen Chloride | 506-77-4 | 500 | |
Cyanuric Fluoride | 675-14-9 | 100 | |
Diacetyl Peroxide (Concentration ˃70%) | 110-22-5 | 5000 | |
Diazomethane | 334-88-3 | 500 | |
Dibenzoyl Peroxide | 94-36-0 | 7500 | |
Diborane | 19287-45-7 | 100 | |
Dibutyl Peroxide (Tertiary) | 110-05-4 | 5000 | |
Dichloro Acetylene | 7572-29-4 | 250 | |
Dichlorosilane | 4109-96-0 | 2500 | |
Diethylzinc | 557-20-0 | 10000 | |
Diisopropyl Peroxydicarbonate | 105-64-6 | 7500 | |
Dilaluroyl Peroxide | 105-74-8 | 7500 | |
Dimethyldichlorosilane | 75-78-5 | 1000 | |
Dimethylhydrazine, 1,1- | 57-14-7 | 1000 | |
Dimethylamine, Anhydrous | 124-40-3 | 2500 | |
2,4-Dinitroaniline | 97-02-9 | 5000 | |
Ethyl Methyl Ketone Peroxide (also Methyl Ethyl Ketone Peroxide; concentration ˃60%) | 1338-23-4 | 5000 | |
Ethyl Nitrite | 109-95-5 | 5000 | |
Ethylamine | 75-04-7 | 7500 | |
Ethylene Fluorohydrin | 371-62-0 | 100 | |
Ethylene Oxide | 75-21-8 | 5000 | |
Ethyleneimine | 151-56-4 | 1000 | |
Fluorine | 7782-41-4 | 1000 | |
Formaldehyde (Formalin) | 50-00-0 | 1000 | |
Furan | 110-00-9 | 500 | |
Hexafluoroacetone | 684-16-2 | 5000 | |
Hydrochloric Acid, Anhydrous | 7647-01-0 | 5000 | |
Hydrofluoric Acid, Anhydrous | 7664-39-3 | 1000 | |
Hydrogen Bromide | 10035-10-6 | 5000 | |
Hydrogen Chloride | 7647-01-0 | 5000 | |
Hydrogen Cyanide, Anhydrous | 74-90-8 | 1000 | |
Hydrogen Fluoride | 7664-39-3 | 1000 | |
Hydrogen Peroxide (52% by weight or greater) | 7722-84-1 | 7500 | |
Hydrogen Selenide | 7783-07-5 | 150 | |
Hydrogen Sulfide | 7783-06-4 | 1500 | |
Hydroxylamine | 7803-49-8 | 2500 | |
Iron, Pentacarbonyl | 13463-40-6 | 250 | |
Isopropylamine | 75-31-0 | 5000 | |
Ketene | 463-51-4 | 100 | |
Methacrylaldehyde | 78-85-3 | 1000 | |
Methacryloyl Chloride | 920-46-7 | 150 | |
Methacryloyloxyethyl Isocyanate | 30674-80-7 | 100 | |
Methyl Acrylonitrile | 126-98-7 | 250 | |
Methylamine, Anhydrous | 74-89-5 | 1000 | |
Methyl Bromide | 74-83-9 | 2500 | |
Methyl Chloride | 74-87-3 | 15000 | |
Methyl Chloroformate | 79-22-1 | 500 | |
Methyl Ethyl Ketone Peroxide (concentration ˃60%) | 1338-23-4 | 5000 | |
Methyl Fluoroacetate | 453-18-9 | 100 | |
Methyl Fluorosulfate | 421-20-5 | 100 | |
Methyl Hydrazine | 60-34-4 | 100 | |
Methyl Iodide | 74-88-4 | 7500 | |
Methyl Isocyanate | 624-83-9 | 250 | |
Methyl Mercaptan | 74-93-1 | 5000 | |
Methyl Vinyl Ketone | 79-84-4 | 100 | |
Methyltrichlorosilane | 75-79-6 | 500 | |
Nickel Carbonyl (Nickel Tetracarbonyl) | 13463-39-3 | 150 | |
Nitric Acid (94.5% by weight or greater) | 7697-37-2 | 500 | |
Nitric Oxide | 10102-43-9 | 250 | |
Nitroaniline (para Nitroaniline) | 100-01-6 | 5000 | |
Nitromethane | 75-52-5 | 2500 | |
Nitrogen Dioxide | 10102-44-0 | 250 | |
Nitrogen Oxides (NO; NO2; N204; N203) | 10102-44-0 | 250 | |
Nitrogen Tetroxide (also called Nitrogen Peroxide) | 10544-72-6 | 250 | |
Nitrogen Trifluoride | 7783-54-2 | 5000 | |
Nitrogen Trioxide | 10544-73-7 | 250 | |
Oleum (65% to 80% by weight; also called Fuming Sulfuric Acid) | 8014-94-7 | 1000 | |
Osmium Tetroxide | 20816-12-0 | 100 | |
Oxygen Difluoride (Fluorine Monoxide) | 7783-41-7 | 100 | |
Ozone | 10028-15-6 | 100 | |
Pentaborane | 19624-22-7 | 100 | |
Peracetic Acid (concentration ˃60% Acetic Acid; also called Peroxyacetic Acid) | 79-21-0 | 1000 | |
Perchloric Acid (concentration ˃60% by weight) | 7601-90-3 | 5000 | |
Perchloromethyl Mercaptan | 594-42-3 | 150 | |
Perchloryl Fluoride | 7616-94-6 | 5000 | |
Peroxyacetic Acid (concentration ˃60% Acetic Acid; also called Peracetic Acid) | 79-21-0 | 1000 | |
Phosgene (also called Carbonyl Chloride) | 75-44-5 | 100 | |
Phosphine (Hydrogen Phosphide) | 7803-51-2 | 100 | |
Phosphorus Oxychloride (also called Phosphoryl Chloride) | 10025-87-3 | 1000 | |
Phosphorus Trichloride | 7719-12-2 | 1000 | |
Phosphoryl Chloride (also called Phosphorus Oxychloride) | 10025-87-3 | 1000 | |
Propargyl Bromide | 106-96-7 | 100 | |
Propyl Nitrate | 627-3-4 | 2500 | |
Sarin | 107-44-8 | 100 | |
Selenium Hexafluoride | 7783-79-1 | 1000 | |
Stibine (Antimony Hydride) | 7803-52-3 | 500 | |
Sulfur Dioxide (liquid) | 7446-09-5 | 1000 | |
Sulfur Pentafluoride | 5714-22-7 | 250 | |
Sulfur Tetrafluoride | 7783-60-0 | 250 | |
Sulfur Trioxide (also called Sulfuric Anhydride) | 7446-11-9 | 1000 | |
Sulfuric Anhydride (also called Sulfur Trioxide) | 7446-11-9 | 1000 | |
Tellurium Hexafluoride | 7783-80-4 | 250 | |
Tetrafluoroethylene | 116-14-3 | 5000 | |
Tetrafluorohydrazine | 10036-47-2 | 5000 | |
Tetramethyl Lead | 75-74-1 | 1000 | |
Thionyl Chloride | 7719-09-7 | 250 | |
Trichloro (chloromethyl) Silane | 1558-25-4 | 100 | |
Trichloro (dichlorophenyl) Silane | 27137-85-5 | 2500 | |
Trichlorosilane | 10025-78-2 | 5000 | |
Trifluorochloroethylene | 79-38-9 | 10000 | |
Trimethyoxysilane | 2487-90-3 | 1500 | |
* ** | Chemical Abstract Service Number. Threshold Quantity in Pounds (Amount necessary to be covered by this standard). | ||
[Statutory Authority: Chapter 49.17 RCW. WSR 93-21-075 (Order 93-06), § 296-67-285, filed 10/20/93, effective 12/1/93; WSR 92-17-022 (Order 92-06), § 296-67-285, filed 8/10/92, effective 9/10/92.]
PDF296-67-289
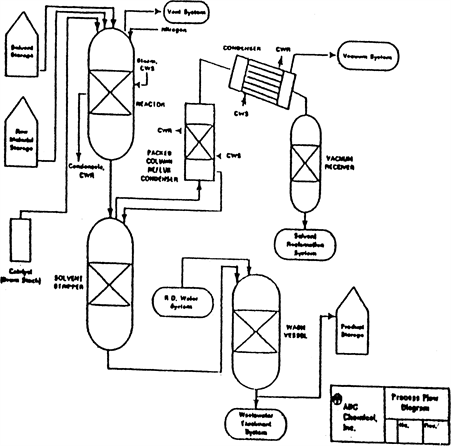
Appendix B—Block flow diagram and simplified process flow diagram (nonmandatory).
example of a block flow diagram
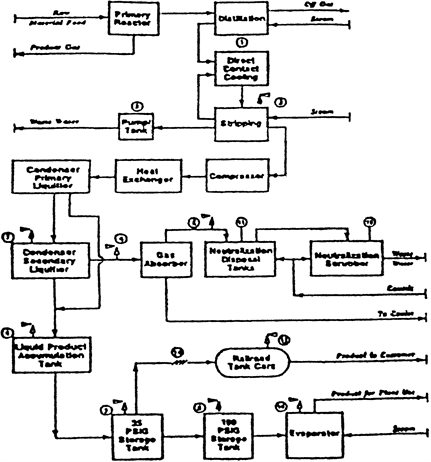 |
example of a process flow diagram
 |
[Statutory Authority: Chapter 49.17 RCW. WSR 92-17-022 (Order 92-06), § 296-67-289, filed 8/10/92, effective 9/10/92.]
PDF296-67-291
Appendix C—Compliance guidelines and recommendations for process safety management (nonmandatory).
This appendix serves as a nonmandatory guideline to assist employers and employees in complying with the requirements of this section, as well as provides other helpful recommendations and information. Examples presented in this appendix are not the only means of achieving the performance goals in the standard. This appendix neither adds nor detracts from the requirements of the standard.
(1) Introduction to process safety management. The major objective of process safety management of highly hazardous chemicals is to prevent unwanted releases of hazardous chemicals especially into locations which could expose employees and others to serious hazards. An effective process safety management program requires a systematic approach to evaluating the whole process. Using this approach the process design, process technology, operational and maintenance activities and procedures, nonroutine activities and procedures, emergency preparedness plans and procedures, training programs, and other elements which impact the process are all considered in the evaluation. The various lines of defense that have been incorporated into the design and operation of the process to prevent or mitigate the release of hazardous chemicals need to be evaluated and strengthened to assure their effectiveness at each level. Process safety management is the proactive identification, evaluation and mitigation or prevention of chemical releases that could occur as a result of failures in process, procedures, or equipment. The process safety management standard targets highly hazardous chemicals that have the potential to cause a catastrophic incident. This standard as a whole is to aid employers in their efforts to prevent or mitigate episodic chemical releases that could lead to a catastrophe in the workplace and possibly to the surrounding community. To control these types of hazards, employers need to develop the necessary expertise, experiences, judgment, and proactive initiative within their workforce to properly implement and maintain an effective process safety management program as envisioned in the WISHA standard. This WISHA standard is required by the Clean Air Act amendments as is the Environmental Protection Agency's Risk Management Plan. Employers, who merge the two sets of requirements into their process safety management program, will better assure full compliance with each as well as enhancing their relationship with the local community. While WISHA believes process safety management will have a positive effect on the safety of employees in workplaces and also offers other potential benefits to employers (increased productivity), smaller businesses which may have limited resources available to them at this time, might consider alternative avenues of decreasing the risks associated with highly hazardous chemicals at their workplaces. One method which might be considered is the reduction in the inventory of the highly hazardous chemical. This reduction in inventory will result in a reduction of the risk or potential for a catastrophic incident. Also, employers including small employers may be able to establish more efficient inventory control by reducing the quantities of highly hazardous chemicals on site below the established threshold quantities. This reduction can be accomplished by ordering smaller shipments and maintaining the minimum inventory necessary for efficient and safe operation. When reduced inventory is not feasible, then the employer might consider dispersing inventory to several locations on site. Dispersing storage into locations where a release in one location will not cause a release in another location is a practical method to also reduce the risk or potential for catastrophic incidents.
(2) Employee involvement in process safety management. Section 304 of the Clean Air Act amendments states that employers are to consult with their employees and their representatives regarding the employers efforts in the development and implementation of the process safety management program elements and hazard assessments. Section 304 also requires employers to train and educate their employees and to inform affected employees of the findings from incident investigations required by the process safety management program. Many employers, under their safety and health programs, have already established means and methods to keep employees and their representatives informed about relevant safety and health issues and employers may be able to adapt these practices and procedures to meet their obligations under this standard. Employers who have not implemented an occupational safety and health program may wish to form a safety and health committee of employees and management representatives to help the employer meet the obligations specified by this standard. These committees can become a significant ally in helping the employer to implement and maintain an effective process safety management program for all employees.
(3) Process safety information. Complete and accurate written information concerning process chemicals, process technology, and process equipment is essential to an effective process safety management program and to a process hazards analysis. The compiled information will be a necessary resource to a variety of users including the team that will perform the process hazards analysis as required under WAC 296-67-017; those developing the training programs and the operating procedures; contractors whose employees will be working with the process; those conducting the prestartup reviews; local emergency preparedness planners; and incurrence and enforcement officials. The information to be compiled about the chemicals, including process intermediates, needs to be comprehensive enough for an accurate assessment of the fire and explosion characteristics, reactivity hazards, the safety and health hazards to workers, and the corrosion and erosion effects on the process equipment and monitoring tools. Current safety data sheet (SDS) information can be used to help meet this requirement which must be supplemented with process chemistry information including runaway reaction and over pressure hazards if applicable. Process technology information will be a part of the process safety information package and it is expected that it will include diagrams of the type shown in WAC 296-67-289, Appendix B of this part as well as employer established criteria for maximum inventory levels for process chemicals; limits beyond which would be considered upset conditions; and a qualitative estimate of the consequences or results of deviation that could occur if operating beyond the established process limits. Employers are encouraged to use diagrams which will help users understand the process. A block flow diagram is used to show the major process equipment and interconnecting process flow lines and show flow rates, stream composition, temperatures, and pressures when necessary for clarity. The block flow diagram is a simplified diagram. Process flow diagrams are more complex and will show all main flow streams including valves to enhance the understanding of the process, as well as pressures and temperatures on all feed and product lines within all major vessels, in and out of headers and heat exchangers, and points of pressure and temperature control. Also, materials of construction information, pump capacities and pressure heads, compressor horsepower and vessel design pressures and temperatures are shown when necessary for clarity. In addition, major components of control loops are usually shown along with key utilities on process flow diagrams. Piping and instrument diagrams (P&IDs) may be the more appropriate type of diagrams to show some of the above details and to display the information for the piping designer and engineering staff. The P&Ids are to be used to describe the relationships between equipment and instrumentation as well as other relevant information that will enhance clarity. Computer software programs which do P&Ids or other diagrams useful to the information package, may be used to help meet this requirement. The information pertaining to process equipment design must be documented. In other words, what were the codes and standards relied on to establish good engineering practice. These codes and standards are published by such organizations as the American Society of Mechanical Engineers, American Petroleum Institute, American National Standards Institute, National Fire Protection Association, American Society for Testing and Materials, National Board of Boiler and Pressure Vessel Inspectors, National Association of Corrosion Engineers, American Society of Exchange Manufacturers Association, and model building code groups. In addition, various engineering societies issue technical reports which impact process design. For example, the American Institute of Chemical Engineers has published technical reports on topics such as two phase flow for venting devices. This type of technically recognized report would constitute good engineering practice. For existing equipment designed and constructed many years ago in accordance with the codes and standards available at that time and no longer in general use today, the employer must document which codes and standards were used and that the design and construction along with the testing, inspection and operation are still suitable for the intended use. Where the process technology requires a design which departs from the applicable codes and standards, the employer must document that the design and construction is suitable for the intended purpose.
(4) Process hazard analysis. A process hazard analysis (PHA), sometimes called a process hazard evaluation, is one of the most important elements of the process safety management program. A PHA is an organized and systematic effort to identify and analyze the significance of potential hazards associated with the processing or handling of highly hazardous chemicals. A PHA provides information which will assist employers and employees in making decisions for improving safety and reducing the consequences of unwanted or unplanned releases of hazardous chemicals. A PHA is directed toward analyzing potential causes and consequences of fires, explosions, releases of toxic or flammable chemicals and major spills of hazardous chemicals. The PHA focuses on equipment, instrumentation, utilities, human actions (routine and nonroutine), and external factors that might impact the process. These considerations assist in determining the hazards and potential failure points or failure modes in a process. The selection of a PHA methodology or technique will be influenced by many factors including the amount of existing knowledge about the process. Is it a process that has been operated for a long period of time with little or no innovation and extensive experience has been generated with its use? Or, is it a new process or one which has been changed frequently by the inclusion of innovative features? Also, the size and complexity of the process will influence the decision as to the appropriate PHA methodology to use. All PHA methodologies are subject to certain limitations. For example, the checklist methodology works well when the process is very stable and no changes are made, but it is not as effective when the process has undergone extensive change. The checklist may miss the most recent changes and consequently the changes would not be evaluated. Another limitation to be considered concerns the assumptions made by the team or analyst. The PHA is dependent on good judgment and the assumptions made during the study need to be documented and understood by the team and reviewer and kept for a future PHA. The team conducting the PHA need to understand the methodology that is going to be used. A PHA team can vary in size from two people to a number of people with varied operational and technical backgrounds. Some team members may only be a part of the team for a limited time. The team leader needs to be fully knowledgeable in the proper implementation of the PHA methodology that is to be used and should be impartial in the evaluation. The other full or part time team members need to provide the team with expertise in areas such as process technology, process design, operating procedures and practices, including how the work is actually performed, alarms, emergency procedures, instrumentation, maintenance procedures, both routine and nonroutine tasks, including how the tasks are authorized, procurement of parts and supplies, safety and health, and any other relevant subject as the need dictates. At least one team member must be familiar with the process. The ideal team will have an intimate knowledge of the standards, codes, specifications and regulations applicable to the process being studied. The selected team members need to be compatible and the team leader needs to be able to manage the team, and the PHA study. The team needs to be able to work together while benefiting from the expertise of others on the team or outside the team, to resolve issues, and to forge a consensus on the findings of the study and recommendations. The application of a PHA to a process may involve the use of different methodologies for various parts of the process. For example, a process involving a series of unit operations of varying sizes, complexities, and ages may use different methodologies and team members for each operation. Then the conclusions can be integrated into one final study and evaluation. A more specific example is the use of a checklist PHA for a standard boiler or heat exchanger and the use of a hazard and operability PHA for the overall process. Also, for batch type processes like custom batch operations, a generic PHA of a representative batch may be used where there are only small changes of monomer or other ingredient ratios and the chemistry is documented for the full range and ratio of batch ingredients. Another process that might consider using a generic type of PHA is a gas plant. Often these plants are simply moved from site to site and therefore, a generic PHA may be used for these movable plants. Also, when an employer has several similar size gas plants and no sour gas is being processed at the site, then a generic PHA is feasible as long as the variations of the individual sites are accounted for in the PHA. Finally, when an employer has a large continuous process which has several control rooms for different portions of the process such as for a distillation tower and a blending operation, the employer may wish to do each segment separately and then integrate the final results. Additionally, small businesses which are covered by this rule, will often have processes that have less storage volume, less capacity, and less complicated than processes at a large facility. Therefore, WISHA would anticipate that the less complex methodologies would be used to meet the process hazard analysis criteria in the standard. These process hazard analyses can be done in less time and with a few people being involved. A less complex process generally means that less data, P&Ids, and process information is needed to perform a process hazard analysis. Many small businesses have processes that are not unique, such as cold storage lockers or water treatment facilities. Where employer associations have a number of members with such facilities, a generic PHA, evolved from a checklist or what-if questions, could be developed and used by each employer effectively to reflect his/her particular process; this would simplify compliance for them. When the employer has a number of processes which require a PHA, the employer must set up a priority system of which PHAs to conduct first. A preliminary or gross hazard analysis may be useful in prioritizing the processes that the employer has determined are subject to coverage by the process safety management standard. Consideration should first be given to those processes with the potential of adversely affecting the largest number of employees. This prioritizing should consider the potential severity of a chemical release, the number of potentially affected employees, the operating history of the process such as the frequency of chemical releases, the age of the process and any other relevant factors. These factors would suggest a ranking order and would suggest either using a weighing factor system or a systematic ranking method. The use of a preliminary hazard analysis would assist an employer in determining which process should be of the highest priority and thereby the employer would obtain the greatest improvement in safety at the facility. Detailed guidance on the content and application of process hazard analysis methodologies is available from the American Institute of Chemical Engineers' Center for Chemical Process Safety (see WAC 296-67-293, Appendix D).
(5) Operating procedures and practices. Operating procedures describe tasks to be performed, data to be recorded, operating conditions to be maintained, samples to be collected, and safety and health precautions to be taken. The procedures need to be technically accurate, understandable to employees, and revised periodically to ensure that they reflect current operations. The process safety information package is to be used as a resource to better assure that the operating procedures and practices are consistent with the known hazards of the chemicals in the process and that the operating parameters are accurate. Operating procedures should be reviewed by engineering staff and operating personnel to ensure that they are accurate and provide practical instructions on how to actually carry out job duties safely. Operating procedures will include specific instructions or details on what steps are to be taken or followed in carrying out the stated procedures. These operating instructions for each procedure should include the applicable safety precautions and should contain appropriate information on safety implications. For example, the operating procedures addressing operating parameters will contain operating instructions about pressure limits, temperature ranges, flow rates, what to do when an upset condition occurs, what alarms and instruments are pertinent if an upset condition occurs, and other subjects. Another example of using operating instructions to properly implement operating procedures is in starting up or shutting down the process. In these cases, different parameters will be required from those of normal operation. These operating instructions need to clearly indicate the distinctions between startup and normal operations such as the appropriate allowances for heating up a unit to reach the normal operating parameters. Also the operating instructions need to describe the proper method for increasing the temperature of the unit until the normal operating temperature parameters are achieved. Computerized process control systems add complexity to operating instructions. These operating instructions need to describe the logic of the software as well as the relationship between the equipment and the control system; otherwise, it may not be apparent to the operator. Operating procedures and instructions are important for training operating personnel. The operating procedures are often viewed as the standard operating practices (SOPs) for operations. Control room personnel and operating staff, in general, need to have a full understanding of operating procedures. If workers are not fluent in English then procedures and instructions need to be prepared in a second language understood by the workers. In addition, operating procedures need to be changed when there is a change in the process as a result of the management of change procedures. The consequences of operating procedure changes need to be fully evaluated and the information conveyed to the personnel. For example, mechanical changes to the process made by the maintenance department (like changing a valve from steel to brass or other subtle changes) need to be evaluated to determine if operating procedures and practices also need to be changed. All management of change actions must be coordinated and integrated with current operating procedures and operating personnel must be oriented to the changes in procedures before the change is made. When the process is shut down in order to make a change, then the operating procedures must be updated before startup of the process. Training in how to handle upset conditions must be accomplished as well as what operating personnel are to do in emergencies such as when a pump seal fails or a pipeline ruptures. Communication between operating personnel and workers performing work within the process area, such as nonroutine tasks, also must be maintained. The hazards of the tasks are to be conveyed to operating personnel in accordance with established procedures and to those performing the actual tasks. When the work is completed, operating personnel should be informed to provide closure on the job.
(6) Employee training. All employees, including maintenance and contractor employees, involved with highly hazardous chemicals need to fully understand the safety and health hazards of the chemicals and processes they work with for the protection of themselves, their fellow employees and the citizens of nearby communities. Training conducted in compliance with WAC 296-901-140, Hazard communication, will help employees to be more knowledgeable about the chemicals they work with as well as familiarize them with reading and understanding SDS. However, additional training in subjects such as operating procedures and safety work practices, emergency evacuation and response, safety procedures, routine and nonroutine work authorization activities, and other areas pertinent to process safety and health will need to be covered by an employer's training program. In establishing their training programs, employers must clearly define the employees to be trained and what subjects are to be covered in their training. Employers in setting up their training program will need to clearly establish the goals and objectives they wish to achieve with the training that they provide to their employees. The learning goals or objectives should be written in clear measurable terms before the training begins. These goals and objectives need to be tailored to each of the specific training modules or segments. Employers should describe the important actions and conditions under which the employee will demonstrate competence or knowledge as well as what is acceptable performance. Hands-on-training where employees are able to use their senses beyond listening, will enhance learning. For example, operating personnel, who will work in a control room or at control panels, would benefit by being trained at a simulated control panel or panels. Upset conditions of various types could be displayed on the simulator, and then the employee could go through the proper operating procedures to bring the simulator panel back to the normal operating parameters. A training environment could be created to help the trainee feel the full reality of the situation but, of course, under controlled conditions. This realistic type of training can be very effective in teaching employees correct procedures while allowing them to also see the consequences of what might happen if they do not follow established operating procedures. Other training techniques using videos or on-the-job training can also be very effective for teaching other job tasks, duties, or other important information. An effective training program will allow the employee to fully participate in the training process and to practice their skill or knowledge. Employers need to periodically evaluate their training programs to see if the necessary skills, knowledge, and routines are being properly understood and implemented by their trained employees. The means or methods for evaluating the training should be developed along with the training program goals and objectives. Training program evaluation will help employers to determine the amount of training their employees understood, and whether the desired results were obtained. If, after the evaluation, it appears that the trained employees are not at the level of knowledge and skill that was expected, the employer will need to revise the training program, provide retraining, or provide more frequent refresher training sessions until the deficiency is resolved. Those who conducted the training and those who received the training should also be consulted as to how best to improve the training process. If there is a language barrier, the language known to the trainees should be used to reinforce the training messages and information. Careful consideration must be given to assure that employees including maintenance and contract employees receive current and updated training. For example, if changes are made to a process, impacted employees must be trained in the changes and understand the effects of the changes on their job tasks (e.g., any new operating procedures pertinent to their tasks). Additionally, as already discussed the evaluation of the employee's absorption of training will certainly influence the need for training.
(7) Contractors. Employers who use contractors to perform work in and around processes that involve highly hazardous chemicals, will need to establish a screening process so that they hire and use contractors who accomplish the desired job tasks without compromising the safety and health of employees at a facility. For contractors, whose safety performance on the job is not known to the hiring employer, the employer will need to obtain information on injury and illness rates and experience and should obtain contractor references. Additionally, the employer must assure that the contractor has the appropriate job skills, knowledge and certifications (such as for pressure vessel welders). Contractor work methods and experiences should be evaluated. For example, does the contractor conducting demolition work swing loads over operating processes or does the contractor avoid such hazards? Maintaining a site injury and illness log for contractors is another method employers must use to track and maintain current knowledge of work activities involving contract employees working on or adjacent to covered processes. Injury and illness logs of both the employer's employees and contract employees allow an employer to have full knowledge of process injury and illness experience. This log will also contain information which will be of use to those auditing process safety management compliance and those involved in incident investigations. Contract employees must perform their work safely. Considering that contractors often perform very specialized and potentially hazardous tasks such as confined space entry activities and nonroutine repair activities it is quite important that their activities be controlled while they are working on or near a covered process. A permit system or work authorization system for these activities would also be helpful to all affected employers. The use of a work authorization system keeps an employer informed of contract employee activities, and as a benefit the employer will have better coordination and more management control over the work being performed in the process area. A well run and well maintained process where employee safety is fully recognized will benefit all of those who work in the facility whether they be contract employees or employees of the owner.
(8) Prestartup safety. For new processes, the employer will find a PHA helpful in improving the design and construction of the process from a reliability and quality point of view. The safe operation of the new process will be enhanced by making use of the PHA recommendations before final installations are completed. P&Ids are to be completed along with having the operating procedures in place and the operating staff trained to run the process before startup. The initial startup procedures and normal operating procedures need to be fully evaluated as part of the prestartup review to assure a safe transfer into the normal operating mode for meeting the process parameters. For existing processes that have been shutdown for turnaround, or modification, etc., the employer must assure that any changes other than "replacement in kind" made to the process during shutdown go through the management of change procedures. P&Ids will need to be updated as necessary, as well as operating procedures and instructions. If the changes made to the process during shutdown are significant and impact the training program, then operating personnel as well as employees engaged in routine and nonroutine work in the process area may need some refresher or additional training in light of the changes. Any incident investigation recommendations, compliance audits or PHA recommendations need to be reviewed as well to see what impacts they may have on the process before beginning the startup.
(9) Mechanical integrity. Employers will need to review their maintenance programs and schedules to see if there are areas where "breakdown" maintenance is used rather than an ongoing mechanical integrity program. Equipment used to process, store, or handle highly hazardous chemicals needs to be designed, constructed, installed, and maintained to minimize the risk of releases of such chemicals. This requires that a mechanical integrity program be in place to assure the continued integrity of process equipment. Elements of a mechanical integrity program include the identification and categorization of equipment and instrumentation, inspections and tests, testing and inspection frequencies, development of maintenance procedures, training of maintenance personnel, the establishment of criteria for acceptable test results, documentation of test and inspection results, and documentation of manufacturer recommendations as to meantime to failure for equipment and instrumentation. The first line of defense an employer has available is to operate and maintain the process as designed, and to keep the chemicals contained. This line of defense is backed up by the next line of defense which is the controlled release of chemicals through venting to scrubbers or flares, or to surge or overflow tanks which are designed to receive such chemicals, etc. These lines of defense are the primary lines of defense or means to prevent unwanted releases. The secondary lines of defense would include fixed fire protection systems like sprinklers, water spray, or deluge systems, monitor guns, etc., dikes, designed drainage systems, and other systems which would control or mitigate hazardous chemicals once an unwanted release occurs. These primary and secondary lines of defense are what the mechanical integrity program needs to protect and strengthen these primary and secondary lines of defenses where appropriate. The first step of an effective mechanical integrity program is to compile and categorize a list of process equipment and instrumentation for inclusion in the program. This list would include pressure vessels, storage tanks, process piping, relief and vent systems, fire protection system components, emergency shutdown systems, and alarms and interlocks and pumps. For the categorization of instrumentation and the listed equipment the employer would prioritize which pieces of equipment require closer scrutiny than others. Meantime to failure of various instrumentation and equipment parts would be known from the manufacturer's data or the employer's experience with the parts, which would then influence the inspection and testing frequency and associated procedures. Also, applicable codes and standards such as the National Board Inspection Code, or those from the American Society for Testing and Material, American Petroleum Institute, National Fire Protection Association, American National Standards Institute, American Society of Mechanical Engineers, and other groups, provide information to help establish an effective testing and inspection frequency, as well as appropriate methodologies. The applicable codes and standards provide criteria for external inspections for such items as foundation and supports, anchor bolts, concrete or steel supports, guy wires, nozzles and sprinklers, pipe hangers, grounding connections, protective coatings and insulation, and external metal surfaces of piping and vessels, etc. These codes and standards also provide information on methodologies for internal inspection, and a frequency formula based on the corrosion rate of the materials of construction. Also, erosion both internal and external needs to be considered along with corrosion effects for piping and valves. Where the corrosion rate is not known, a maximum inspection frequency is recommended, and methods of developing the corrosion rate are available in the codes. Internal inspections need to cover items such as vessel shell, bottom and head; metallic linings; nonmetallic linings; thickness measurements for vessels and piping; inspection for erosion, corrosion, cracking and bulges; internal equipment like trays, baffles, sensors, and screens for erosion, corrosion or cracking and other deficiencies. Some of these inspections may be performed by state or local government inspectors under state and local statutes. However, each employer needs to develop procedures to ensure that tests and inspections are conducted properly and that consistency is maintained even where different employees may be involved. Appropriate training is to be provided to maintenance personnel to ensure that they understand the preventive maintenance program procedures, safe practices, and the proper use and application of special equipment or unique tools that may be required. This training is part of the overall training program called for in the standard. A quality assurance system is needed to help ensure that the proper materials of construction are used, that fabrication and inspection procedures are proper, and that installation procedures recognize field installation concerns. The quality assurance program is an essential part of the mechanical integrity program and will help to maintain the primary and secondary lines of defense that have been designed into the process to prevent unwanted chemical releases or those which control or mitigate a release. "As built" drawings, together with certifications of coded vessels and other equipment, and materials of construction need to be verified and retained in the quality assurance documentation. Equipment installation jobs need to be properly inspected in the field for use of proper materials and procedures and to assure that qualified craftsmen are used to do the job. The use of appropriate gaskets, packing, bolts, valves, lubricants, and welding rods need to be verified in the field. Also procedures for installation of safety devices need to be verified, such as the torque on the bolts on ruptured disc installations, uniform torque on flange bolts, proper installation of pump seals, etc. If the quality of parts is a problem, it may be appropriate to conduct audits of the equipment supplier's facilities to better assure proper purchases of required equipment which is suitable for its intended service. Any changes in equipment that may become necessary will need to go through the management of change procedures.
(10) Nonroutine work authorizations. Nonroutine work which is conducted in process areas needs to be controlled by the employer in a consistent manner. The hazards identified involving the work that is to be accomplished must be communicated to those doing the work, but also to those operating personnel whose work could affect the safety of the process. A work authorization notice or permit must have a procedure that describes the steps the maintenance supervisor, contractor representative or other person needs to follow to obtain the necessary clearance to get the job started. The work authorization procedures need to reference and coordinate, as applicable, lockout/tagout procedures, line breaking procedures, confined space entry procedures and hot work authorizations. This procedure also needs to provide clear steps to follow once the job is completed in order to provide closure for those that need to know the job is now completed and equipment can be returned to normal.
(11) Managing change. To properly manage changes to process chemicals, technology, equipment and facilities, one must define what is meant by change. In this process safety management standard, change includes all modifications to equipment, procedures, raw materials and processing conditions other than "replacement in kind." These changes need to be properly managed by identifying and reviewing them prior to implementation of the change. For example, the operating procedures contain the operating parameters (pressure limits, temperature ranges, flow rates, etc.) and the importance of operating within these limits. While the operator must have the flexibility to maintain safe operation within the established parameters, any operation outside of these parameters requires review and approval by a written management of change procedure. Management of change covers such as changes in process technology and changes to equipment and instrumentation. Changes in process technology can result from changes in production rates, raw materials, experimentation, equipment unavailability, new equipment, new product development, change in catalyst and changes in operating conditions to improve yield or quality. Equipment changes include among others change in materials of construction, equipment specifications, piping prearrangements, experimental equipment, computer program revisions and changes in alarms and interlocks. Employers need to establish means and methods to detect both technical changes and mechanical changes. Temporary changes have caused a number of catastrophes over the years, and employers need to establish ways to detect temporary changes as well as those that are permanent. It is important that a time limit for temporary changes be established and monitored since, without control, these changes may tend to become permanent. Temporary changes are subject to the management of change provisions. In addition, the management of change procedures are used to insure that the equipment and procedures are returned to their original or designed conditions at the end of the temporary change. Proper documentation and review of these changes is invaluable in assuring that the safety and health considerations are being incorporated into the operating procedures and the process. Employers may wish to develop a form or clearance sheet to facilitate the processing of changes through the management of change procedures. A typical change form may include a description and the purpose of the change, the technical basis for the change, safety and health considerations, documentation of changes for the operating procedures, maintenance procedures, inspection and testing, P&Ids, electrical classification, training and communications, prestartup inspection, duration if a temporary change, approvals and authorization. Where the impact of the change is minor and well understood, a check list reviewed by an authorized person with proper communication to others who are affected may be sufficient. However, for a more complex or significant design change, a hazard evaluation procedure with approvals by operations, maintenance, and safety departments may be appropriate. Changes in documents such as P&Ids, raw materials, operating procedures, mechanical integrity programs, electrical classifications, etc., need to be noted so that these revisions can be made permanent when the drawings and procedure manuals are updated. Copies of process changes need to be kept in an accessible location to ensure that design changes are available to operating personnel as well as to PHA team members when a PHA is being done or one is being updated.
(12) Investigation of incidents. Incident investigation is the process of identifying the underlying causes of incidents and implementing steps to prevent similar events from occurring. The intent of an incident investigation is for employers to learn from past experiences and thus avoid repeating past mistakes. The incidents for which WISHA expects employers to become aware and to investigate are the types of events which result in or could reasonably have resulted in a catastrophic release. Some of the events are sometimes referred to as "near misses," meaning that a serious consequence did not occur, but could have. Employers need to develop in-house capability to investigate incidents that occur in their facilities. A team needs to be assembled by the employer and trained in the techniques of investigation including how to conduct interviews of witnesses, needed documentation and report writing. A multidisciplinary team is better able to gather the facts of the event and to analyze them and develop plausible scenarios as to what happened, and why. Team members should be selected on the basis of their training, knowledge and ability to contribute to a team effort to fully investigate the incident. Employees in the process area where the incident occurred should be consulted, interviewed, or made a member of the team. Their knowledge of the events form a significant set of facts about the incident which occurred. The report, its findings and recommendations are to be shared with those who can benefit from the information. The cooperation of employees is essential to an effective incident investigation. The focus of the investigation should be to obtain facts, and not to place blame. The team and the investigation process should clearly deal with all involved individuals in a fair, open, and consistent manner.
(13) Emergency preparedness. Each employer must address what actions employees are to take when there is an unwanted release of highly hazardous chemicals. Emergency preparedness or the employer's tertiary (third) lines of defense are those that will be relied on along with the secondary lines of defense when the primary lines of defense which are used to prevent an unwanted release fail to stop the release. Employers will need to decide if they want employees to handle and stop small or minor incidental releases. Whether they wish to mobilize the available resources at the plant and have them brought to bear on a more significant release. Or whether employers want their employees to evacuate the danger area and promptly escape to a preplanned safe zone area, and allow the local community emergency response organizations to handle the release. Or whether the employer wants to use some combination of these actions. Employers will need to select how many different emergency preparedness or tertiary lines of defense they plan to have and then develop the necessary plans and procedures, and appropriately train employees in their emergency duties and responsibilities and then implement these lines of defense. Employers at a minimum must have an emergency action plan which will facilitate the prompt evacuation of employees due to an unwanted release of a highly hazardous chemical. This means that the employer will have a plan that will be activated by an alarm system to alert employees when to evacuate and, that employees who are physically impaired, will have the necessary support and assistance to get them to the safe zone as well. The intent of these requirements is to alert and move employees to a safe zone quickly. Delaying alarms or confusing alarms are to be avoided. The use of process control centers or similar process buildings in the process area as safe areas is discouraged. Recent catastrophes have shown that a large life loss has occurred in these structures because of where they have been sited and because they are not necessarily designed to withstand over-pressures from shockwaves resulting from explosions in the process area. Unwanted incidental releases of highly hazardous chemicals in the process area must be addressed by the employer as to what actions employees are to take. If the employer wants employees to evacuate the area, then the emergency action plan will be activated. For outdoor processes where wind direction is important for selecting the safe route to a refuge area, the employer should place a wind direction indicator such as a wind sock or pennant at the highest point that can be seen throughout the process area. Employees can move in the direction of cross wind to upwind to gain safe access to the refuge area by knowing the wind direction. If the employer wants specific employees in the release area to control or stop the minor emergency or incidental release, these actions must be planned for in advance and procedures developed and implemented. Preplanning for handling incidental releases for minor emergencies in the process area needs to be done, appropriate equipment for the hazards must be provided, and training conducted for those employees who will perform the emergency work before they respond to handle an actual release. The employer's training program, including the hazard communication standard training is to address the training needs for employees who are expected to handle incidental or minor releases. Preplanning for releases that are more serious than incidental releases is another important line of defense to be used by the employer. When a serious release of a highly hazardous chemical occurs, the employer through preplanning will have determined in advance what actions employees are to take. The evacuation of the immediate release area and other areas as necessary would be accomplished under the emergency action plan. If the employer wishes to use plant personnel such as a fire brigade, spill control team, a hazardous materials team, or use employees to render aid to those in the immediate release area and control or mitigate the incident, these actions are covered by chapter 296-824 WAC, Emergency response to hazardous substance releases. If outside assistance is necessary, such as through mutual aid agreements between employers or local government emergency response organizations, these emergency responders are also covered by chapter 296-824 WAC. The safety and health protections required for emergency responders are the responsibility of their employers and of the on-scene incident commander. Responders may be working under very hazardous conditions and therefore the objective is to have them competently led by an on-scene incident commander and the commander's staff, properly equipped to do their assigned work safely, and fully trained to carry out their duties safely before they respond to an emergency. Drills, training exercises, or simulations with the local community emergency response planners and responder organizations is one means to obtain better preparedness. This close cooperation and coordination between plant and local community emergency preparedness managers will also aid the employer in complying with the Environmental Protection Agency's risk management plan criteria. One effective way for medium to large facilities to enhance coordination and communication during emergencies for on plant operations and with local community organizations is for employers to establish and equip an emergency control center. The emergency control center would be sited in a safe zone area so that it could be occupied throughout the duration of an emergency. The center would serve as the major communication link between the on-scene incident commander and plant or corporate management as well as with the local community officials. The communication equipment in the emergency control center should include a network to receive and transmit information by telephone, radio, or other means. It is important to have a backup communication network in case of power failure or one communication means fails. The center should also be equipped with the plant layout and community maps, utility drawings including fire water, emergency lighting, appropriate reference materials such as a government agency notification list, company personnel phone list, SARA Title III reports and safety data sheets, emergency plans and procedures manual, a listing with the location of emergency response equipment, mutual aid information, and access to meteorological or weather condition data and any dispersion modeling data.
(14) Compliance audits. Employers need to select a trained individual or assemble a trained team of people to audit the process safety management system and program. A small process or plant may need only one knowledgeable person to conduct an audit. The audit is to include an evaluation of the design and effectiveness of the process safety management system and a field inspection of the safety and health conditions and practices to verify that the employer's systems are effectively implemented. The audit should be conducted or led by a person knowledgeable in audit techniques and who is impartial towards the facility or area being audited. The essential elements of an audit program include planning, staffing, conducting the audit, evaluation and corrective action, follow-up and documentation. Planning in advance is essential to the success of the auditing process. Each employer needs to establish the format, staffing, scheduling, and verification methods prior to conducting the audit. The format should be designed to provide the lead auditor with a procedure or checklist which details the requirements of each section of the standard. The names of the audit team members should be listed as part of the format as well. The checklist, if properly designed, could serve as the verification sheet which provides the auditor with the necessary information to expedite the review and assure that no requirements of the standard are omitted. This verification sheet format could also identify those elements that will require evaluation or a response to correct deficiencies. This sheet could also be used for developing the follow-up and documentation requirements. The selection of effective audit team members is critical to the success of the program. Team members should be chosen for their experience, knowledge, and training and should be familiar with the processes and with auditing techniques, practices, and procedures. The size of the team will vary depending on the size and complexity of the process under consideration. For a large, complex, highly instrumented plant, it may be desirable to have team members with expertise in process engineering and design, process chemistry, instrumentation and computer controls, electrical hazards and classifications, safety and health disciplines, maintenance, emergency preparedness, warehousing or shipping, and process safety auditing. The team may use part-time members to provide for the depth of expertise required as well as for what is actually done or followed, compared to what is written. An effective audit includes a review of the relevant documentation and process safety information, inspection of the physical facilities, and interviews with all levels of plant personnel. Utilizing the audit procedure and checklist developed in the preplanning stage, the audit team can systematically analyze compliance with the provisions of the standard and any other corporate policies that are relevant. For example, the audit team will review all aspects of the training program as part of the overall audit. The team will review the written training program for adequacy of content, frequency of training, effectiveness of training in terms of its goals and objectives as well as to how it fits into meeting the standard's requirements, documentation, etc. Through interviews, the team can determine the employee's knowledge and awareness of the safety procedures, duties, rules, emergency response assignments, etc. During the inspection, the team can observe actual practices such as safety and health policies, procedures, and work authorization practices. This approach enables the team to identify deficiencies and determine where corrective actions or improvements are necessary. An audit is a technique used to gather sufficient facts and information, including statistical information, to verify compliance with standards. Auditors should select as part of their preplanning a sample size sufficient to give a degree of confidence that the audit reflects the level of compliance with the standard. The audit team, through this systematic analysis, should document areas which require corrective action as well as those areas where the process safety management system is effective and working in an effective manner. This provides a record of the audit procedures and findings, and serves as a baseline of operation data for future audits. It will assist future auditors in determining changes or trends from previous audits. Corrective action is one of the most important parts of the audit. It includes not only addressing the identified deficiencies, but also planning, followup, and documentation. The corrective action process normally begins with a management review of the audit findings. The purpose of this review is to determine what actions are appropriate, and to establish priorities, timetables, resource allocations, and requirements and responsibilities. In some cases, corrective action may involve a simple change in procedure or minor maintenance effort to remedy the concern. Management of change procedures need to be used, as appropriate, even for what may seem to be a minor change. Many of the deficiencies can be acted on promptly, while some may require engineering studies or indepth review of actual procedures and practices. There may be instances where no action is necessary and this is a valid response to an audit finding. All actions taken, including an explanation where no action is taken on a finding, needs to be documented as to what was done and why. It is important to assure that each deficiency identified is addressed, the corrective action to be taken noted, and the audit person or team responsible be properly documented by the employer. To control the corrective action process, the employer should consider the use of a tracking system. This tracking system might include periodic status reports shared with affected levels of management, specific reports such as completion of an engineering study, and a final implementation report to provide closure for audit findings that have been through management of change, if appropriate, and then shared with affected employees and management. This type of tracking system provides the employer with the status of the corrective action. It also provides the documentation required to verify that appropriate corrective actions were taken on deficiencies identified in the audit.
[Statutory Authority: RCW 49.17.010, 49.17.040, 49.17.050, 49.17.060 and 29 C.F.R. 1910 Subpart Z. WSR 14-07-086, § 296-67-291, filed 3/18/14, effective 5/1/14. Statutory Authority: RCW 49.17.010, [49.17].040, [49.17].050, and [49.17].060. WSR 02-20-034, § 296-67-291, filed 9/24/02, effective 10/1/02. Statutory Authority: RCW 49.17.010, [49.17].040, and [49.17].050. WSR 01-11-038, § 296-67-291, filed 5/9/01, effective 9/1/01. Statutory Authority: Chapter 49.17 RCW. WSR 93-21-075 (Order 93-06), § 296-67-291, filed 10/20/93, effective 12/1/93; WSR 92-17-022 (Order 92-06), § 296-67-291, filed 8/10/92, effective 9/10/92.]
PDF296-67-293
Appendix D—Sources of further information (nonmandatory).
(1) Center for Chemical Process Safety, American Institute of Chemical Engineers, 345 East 47th Street, New York, NY 10017, (212) 705-7319.
(2) "Guidelines for Hazard Evaluation Procedures," American Institute of Chemical Engineers; 345 East 47th Street, New York, NY 10017.
(3) "Guidelines for Technical Management of Chemical Process Safety," Center for Chemical Process Safety of the American Institute of Chemical Engineers; 345 East 47th Street, New York, NY 10017.
(4) "Evaluating Process Safety in the Chemical Industry," Chemical Manufacturers Association; 2501 M Street NW, Washington, DC 20037.
(5) "Safe Warehousing of Chemicals," Chemical Manufacturers Association; 2501 M Street NW, Washington, D.C. 20037.
(6) "Management of Process Hazards," American Petroleum Institute (API Recommended Practice 750); 1220 L Street, N.W., Washington, D.C. 20005.
(7) "Improving Owner and Contractor Safety Performance," American Petroleum Institute (API Recommended Practice 2220); API, 1220 L Street N.W., Washington, D.C. 20005.
(8) Chemical Manufacturers Association (CMA's Manager Guide), First Edition, September 1991; CMA, 2501 M Street, N.W., Washington, D.C. 20037.
(9) "Improving Construction Safety Performance," Report A-3, The Business Roundtable; The Business Roundtable, 200 Park Avenue, New York, NY 10166. (Report includes criteria to evaluate contractor safety performance and criteria to enhance contractor safety performance).
(10) "Recommended Guidelines for Contractor Safety and Health," Texas Chemical Council; Texas Chemical Council, 1402 Nueces Street, Austin, TX 78701-1534.
(11) "Loss Prevention in the Process Industries," Volumes I and II; Frank P. Lees, Butterworth; London 1983.
(12) "Safety and Health Program Management Guidelines," 1989; U.S. Department of Labor, Occupational Safety and Health Administration.
(13) "Safety and Health Guide for the Chemical Industry," 1986, (OSHA 3091); U.S. Department of Labor, Occupational Safety and Health Administration; 200 Constitution Avenue, N.W., Washington, D.C. 20210.
(14) "Review of Emergency Systems," June 1988; U.S. Environmental Protection Agency (EPA), Office of Solid Waste and Emergency Response, Washington, D.C. 20460.
(15) "Technical Guidance for Hazards Analysis, Emergency Planning for Extremely Hazardous Substances," December 1987; U.S. Environmental Protection Agency (EPA), Federal Emergency Management Administration (FEMA) and U.S. Department of Transportation (DOT), Washington, D.C. 20460.
(16) "Accident Investigation*** A New Approach," 1983, National Safety Council; 444 North Michigan Avenue, Chicago, IL 60611-3991.
(17) "Fire Explosion Index Hazard Classification Guide," 6th Edition, May 1987, Dow Chemical Company; Midland, Michigan 48674.
(18) "Chemical Exposure Index," May 1988, Dow Chemical Company; Midland, Michigan 48674.
[Statutory Authority: Chapter 49.17 RCW. WSR 92-17-022 (Order 92-06), § 296-67-293, filed 8/10/92, effective 9/10/92.]
PART B
PDF296-67-300
Purpose and scope—Part B.
WAC 296-67-300 through 296-67-387 comprise Part B of this chapter. This part contains requirements for petroleum refineries to reduce the risk of process safety incidents by eliminating or minimizing process safety hazards to which employees may be exposed. Part B supersedes the requirements in WAC 297-67-001 through 296-67-293, Part A, with respect to petroleum refineries.
PDF296-67-307
Definitions.
(1) Affected person. Anyone who controls, manages, or performs process-related job tasks in or near a process.
(2) Change. Any alteration in process chemicals, technology, procedures, process equipment, facilities or organization that could affect a process. A change does not include replacement-in-kind.
(3) Damage mechanism. The mechanical, chemical, physical, microbiological, or other mechanism that results in equipment or material degradation.
(4) Decontamination. The application of chemical agents, inert gas, steam, or other material in vessels, piping, or other process equipment in order to eliminate the hazards that residual chemicals or materials present to workers who open process equipment.
(5) Employee representative. A union representative, where a union exists, or an employee-designated representative in the absence of a union. The employee representative must be on-site and qualified for the task. The term is to be construed broadly, and may include the local union, the international union, or a refinery or contract employee designated by these parties, such as the safety and health committee representative, where the person works on-site at the refinery. Employee representative may partner with an employee representative who does not work on-site when designated by the union, employees in the absence of the union, or when their participation is requested by the employee representative.
(6) Facility. The plants, units, buildings, containers or equipment that contain(s) or include(s) a process.
(7) Feasible. Capable of being accomplished in a successful manner within a reasonable period of time, taking into account health, safety, economic, environmental, legal, social, and technological factors.
(8) Flammable gas. As defined in WAC 296-901-14024 (B.2), Appendix B–Physical hazard criteria.
(9) Flammable liquid. As defined in WAC 296-901-14024 (B.6), Appendix B–Physical hazard criteria.
(10) Hierarchy of hazard controls. Hazard prevention and control measures, in priority order, to eliminate or minimize a hazard. Hazard prevention and control measures ranked from most effective to least effective are: First order inherent safety, second order inherent safety, and passive, active and procedural protection layers.
(11) Highly hazardous chemical or material. A flammable liquid or flammable gas, or a toxic or reactive substance.
(12) Hot work. Work involving electric or gas welding, cutting, brazing, or any similar heat, flame, or spark-producing procedures or operations.
(13) Human factors. The design of machines, operations and work environments such that they closely match human capabilities, limitations and needs. Human factors include:
(a) Working environment factors;
(b) Organizational and job factors;
(c) Human and individual characteristics such as fatigue that can affect job performance, process safety, and health and safety.
(14) Independent protection layers (IPLs). Safeguards that reduce the likelihood or consequences of a process safety incident through the application of devices, systems or actions. IPLs are independent of an initiating cause and independent of other IPLs. Independence ensures that an initiating cause does not affect the function of an IPL and that failure in any one layer does not affect the function of any other layer.
(15) Inherent safety. An approach to safety that focuses on eliminating or reducing the hazards associated with a set of conditions. A process is inherently safer if it eliminates or reduces the hazards associated with materials or operations used in the process, and this elimination or reduction is permanent and inseparable from the material or operation. A process with eliminated or reduced hazards is described as inherently safer compared to a process with only passive, active and procedural safeguards. The process of identifying and implementing inherent safety in a specific context is known as inherently safer design:
(a) First order inherent safety measure. A measure that eliminates a hazard. Changes in the chemistry of a process that eliminate the hazards of a chemical are usually considered first order inherent safety measures; for example, by substituting a toxic chemical with an alternative chemical that can serve the same function but is nontoxic.
(b) Second order inherent safety measure. A measure that effectively reduces a risk by reducing the severity of a hazard or the likelihood of a release, without the use of add-on safety devices. Changes in process variables to minimize, moderate and simplify a process are usually considered second order inherent safety measures; for example, by redesigning a high-pressure, high-temperature system to operate at ambient temperatures and pressures.
(16) Initiating cause. An operational error, mechanical failure or other internal or external event that is the first event in an incident sequence, which marks the transition from a normal situation to an abnormal situation.
(17) Isolate. To cause equipment to be removed from service and completely protected from the inadvertent release or introduction of material or energy by such means as:
(a) Blanking or blinding;
(b) Misaligning or removing sections of lines, pipes, or ducts;
(c) Implementing a double block and bleed system; or
(d) Blocking or disconnecting all mechanical linkages.
(18) Lagging indicators. Retrospective metrics of equipment, written procedures, training, employee collaboration, or other practices identified as requiring corrective action.
(19) Leading indicators. Predictive metrics of equipment, written procedures, training, employee collaboration, or other best practices used to identify potential and recurring deficiencies.
(20) Major change. Any of the following:
(a) Introduction of a new process;
(b) Introduction of new process equipment, or new highly hazardous chemical or material that results in any operational change outside of established safe operating limits;
(c) Any alteration in a process, process condition, process equipment, or process chemistry that results in any operational change outside of established safe operating limits.
(21) Must. Must means mandatory.
(22) Process. Any activity involving a highly hazardous chemical or material, including:
(a) Use;
(b) Storage;
(c) Manufacturing;
(d) Handling;
(e) Transfer using piping; or
(f) The on-site movement of such chemicals or materials, or combination of these activities.
Utilities and process equipment must be considered part of the process if in the event of a failure or malfunction they could potentially contribute to or fail to mitigate a process safety incident. For purposes of this definition, any group of vessels that are interconnected, or separate vessels that are located such that an incident in one vessel could affect any other vessel, must be considered a single process. This definition includes processes under partial or unplanned shutdowns.
This definition excludes ancillary administrative and support functions, including office buildings, labs, warehouses, maintenance shops, and change rooms.
(23) Process equipment. Equipment including, but not limited to, pressure vessels, rotating equipment, piping, instrumentation, process control, or appurtenances, related to a process.
(24) Process safety culture. A combination of group values and behaviors that reflects whether there is a collective commitment by leaders and individuals to emphasize process safety over competing goals, in order to ensure the protection of people and the environment.
(25) Process safety hazard. A hazard of a process that has the potential for causing a process safety incident, or death or serious physical harm.
(26) Process safety incident. An event within or affecting a process that causes a fire, explosion or release of a highly hazardous chemical or material and has the potential to result in death or serious physical harm.
(27) Process safety management (PSM). The application of management systems to ensure the safety of petroleum refinery processes.
(28) Process safety performance indicators. Measurements of the refinery's activities and events that are used to evaluate the performance of process safety systems.
(29) Qualified operator. A person designated by the employer who, by fulfilling the requirements of the training program as described in WAC 296-67-331, has demonstrated the ability to safely perform all assigned duties.
(30) Reactive substance. A self-reactive chemical, as defined in WAC 296-901-14024 Appendix B—Physical hazard criteria.
(31) Recognized and generally accepted good engineering practices (RAGAGEP). Engineering, operation or maintenance practices and procedures established in codes, standards, technical reports or recommended practices, and published by recognized and generally accepted organizations such as, but not limited to, the American National Standards Institute (ANSI), American Petroleum Institute (API), American Society of Heating, Refrigeration and Air Conditioning Engineers (ASHRAE), American Society of Mechanical Engineers (ASME), American Society of Testing and Materials (ASTM), National Fire Protection Association (NFPA), and International Society of Automation (ISA). RAGAGEP does not include standards, guidelines or practices developed for internal use by the employer.
(32) Replacement-in-kind. A replacement that satisfies the design specifications of the item it is replacing.
(33) Safeguard. A device, system or action designed to interrupt the chain of events or mitigate the consequences following an initiating cause. Safeguards include:
(a) Passive safeguards: Process or equipment design features that minimize a hazard by reducing either its frequency or consequence, without the active functioning of any device; for example, a diked wall around a storage tank of flammable liquids.
(b) Active safeguards: Controls, alarms, safety instrumented systems and mitigation systems that are used to detect and respond to deviations from normal process operations; for example, a pump that is shut off by a high-level switch.
(c) Procedural safeguards: Policies, operating procedures, training, administrative checks, emergency response and other management approaches used to prevent incidents or to minimize the outcome of a process safety incident. Examples include hot work procedures and emergency response procedures.
(34) Safety instrumented system. Engineered systems designed to achieve or maintain safe operation of a process in response to an unsafe process condition.
(35) Temporary pipe or equipment repair. A temporary repair of an active or potential leak from process piping or equipment. This definition includes active or potential leaks in utility piping or utility equipment, and flange or valve packing leaks that may affect a process, and that could result in a process safety incident.
(36) Toxic substance. Acute toxicity, as defined in WAC 296-901-14022 Appendix A—Health hazard criteria.
(37) Turnaround. A planned total or partial shutdown/outage of a petroleum refinery process unit or plant to perform maintenance, overhaul or repair of a process and process equipment, and to inspect, test, and replace process materials and equipment. Turnaround does not include unplanned shutdowns/outages that occur due to emergencies or other unexpected maintenance matters in a process unit or plant. Turnaround also does not include routine maintenance, where routine maintenance consists of regular, periodic maintenance on one or more pieces of equipment at a refinery process unit or plant that may require shutdown of such equipment.
(38) Utility. A system that provides energy or other process-related services to enable the safe operation of a refinery process. This definition includes water, steam and asphyxiants, such as nitrogen and carbon dioxide, when used as part of a process.
PDF296-67-311
Process safety management program.
(1) The employer must designate the refinery manager as the person with authority and responsibility for compliance with Part B of this chapter.
(2) The employer must develop, implement, and maintain an effective written process safety management (PSM) program, which must be reviewed and updated at least once every three years.
(3) The employer must develop, implement, and maintain an organizational chart that identifies management positions responsible for implementing the PSM program elements required by Part B of this chapter.
(4) The employer must develop, implement and maintain an effective program to track, document, and assess leading and lagging process safety performance indicators.
PDF296-67-315
Employee collaboration.
(1) In consultation with employees and employee representatives, the employer must develop, implement, and maintain a written plan to effectively provide for employee collaboration throughout all PSM elements, including:
(a) Effective collaboration by affected operating and maintenance employees and employee representatives, throughout all phases, in performing:
(i) Process hazard analyses (PHAs);
(ii) Damage mechanism reviews (DMRs);
(iii) Hierarchy of hazard controls analyses (HCAs);
(iv) Management of change assessments (MOCs);
(v) Management of organizational change assessments (MOOCs);
(vi) Process safety culture assessments (PSCAs);
(vii) Incident investigations;
(viii) Development and maintenance of process safety information;
(ix) Safeguard protection analyses (SPAs); and
(x) Pre-startup safety reviews (PSSRs).
(b) Effective collaboration by affected operating and maintenance employees and employee representatives, throughout all phases, in the development, training, implementation, and maintenance of the PSM elements required by this part; and
(c) Access by employees and employee representatives to all documents or information developed or collected by the employer, including information that might be subject to protection as a trade secret.
(2) Authorized collective bargaining agents may select employee(s) to engage in overall PSM program development and implementation planning, and employee(s) to participate in PSM teams and other activities.
(3) Where employees are not represented by an authorized collective bargaining agent, the employer must establish effective procedures in consultation with affected employee(s) for the selection of employee representatives.
(4) Nothing in this section or others in chapter 296-67 WAC, Safety standards for process safety management of highly hazardous chemicals, Part B, must preclude the employer from requiring an employee or employee representative to whom information is made available to enter into a confidentiality agreement prohibiting them from disclosing such information, pursuant to WAC 296-901-14018 Trade secrets.
(5) Within 90 calendar days of the effective date of this part, the employer, in consultation with employees and employee representatives, must develop, implement, and maintain the following:
(a) Effective stop work procedures that ensure:
(i) The authority of all employees, including employees of contractors, to refuse or delay the performance of a task that they believe could reasonably result in serious physical harm or death;
(ii) The authority of all employees, including employees of contractors, to recommend to the qualified operator in charge of a unit that an operation or process be partially or completely shut down, based on a process safety hazard;
(iii) The authority of the qualified operator in charge of a unit to partially or completely shut down an operation or process, based on a process safety hazard; and
(iv) Employees who exercise stop work authority as described in this part are protected from intimidation, retaliation, or discrimination.
(b) Effective procedures to ensure the right of all employees, including employees of contractors, to anonymously report hazards. The employer must respond in writing within 30 calendar days to written hazard reports submitted by employees, employee representatives, contractors, employees of contractors and contractor employee representatives. The employer must prioritize and promptly respond to and correct hazards that present the potential for death and serious physical harm. If the employer determines that an anonymous report does not constitute a hazard, or that the hazard is being corrected by some other means, a written response must be prepared and made available that provides this information to affected employees.
(6) The employer must document the following:
(a) Recommendations to partially or completely shut down an operation or process;
(b) The partial or complete shutdown of an operation or process; and
(c) Written reports of hazards, and the employer's response.
PDF296-67-319
Process safety information.
(1) The employer must develop and maintain a compilation of written process safety information (PSI) before performing any:
(a) PHA;
(b) HCA;
(c) SPA; or
(d) DMR.
(2) The compilation of written PSI must be sufficient to enable the employer and employee involved in operating or maintaining a process to identify and understand the hazards posed by the process.
(3) The PSI must include accurate, verified, and complete information pertaining to the following:
(a) The hazards of highly hazardous chemicals and materials used in or produced by the process;
(b) The technology of the process;
(c) Process equipment used in the process; and
(d) Results of previous DMRs.
(4) Information pertaining to the highly hazardous chemicals or materials used in, present in, or produced by the process, must include at least the following:
(a) Toxicity information, including acute and chronic health hazards;
(b) Permissible exposure limits pursuant to WAC 296-841-20025;
(c) Physical data;
(d) Damage mechanism data;
(e) Thermal and chemical stability data;
(f) Reactivity data; and
(g) Hazardous effects of incompatible mixtures that could foreseeably occur.
Note: | Safety data sheets meeting the requirements of WAC 296-901-14014 may be used to comply with this requirement to the extent they contain the information required by this section. |
(5) Information pertaining to the technology of the process must include at least the following:
(a) A block flow diagram or simplified process flow diagram;
(b) Process chemistry;
(c) Maximum intended inventory;
(d) Safe upper and lower limits of process variables, such as temperatures, pressures, flows, levels, and compositions; and
(e) The consequences of deviations, including chemical mixing and reactions that may affect the safety and health of employees.
(6) Information pertaining to the equipment in the process must include at least the following:
(a) Materials of construction;
(b) Piping and instrumentation diagrams (P&IDs);
(c) Electrical classification;
(d) Relief system design and design basis;
(e) Ventilation system design;
(f) Design codes and standards employed, including design conditions and operating limits;
(g) Material and energy balances for processes built after September 1, 1992;
(h) Safety systems, such as interlocks and detection and suppression systems;
(i) Electrical supply and distribution systems; and
(j) Results of prior DMRs.
(7) The employer must document that process equipment complies with recognized and generally accepted good engineering practices (RAGAGEP), where RAGAGEP has been established for that process equipment, or with more protective internal practices that ensure safe operation.
(8) If the employer installs new process equipment for which no RAGAGEP exists, the employer must determine and document that the equipment is designed, constructed, installed, maintained, inspected, tested and operated in a safe manner.
(9) If existing process equipment was designed and constructed in accordance with codes, standards or practices that are no longer in general use, the employer must determine and document that the process equipment is designed, constructed, installed, maintained, inspected, tested and operated in a safe manner for its intended purpose.
(10) The PSI must be made available to all employees, and relevant PSI must be made available to employees of contractors. Information pertaining to the hazards of the process must be effectively communicated to all affected employees.
PDF296-67-323
Hazard analyses.
(1) Process hazard analysis (PHA).
(a) The employer must perform and document an effective PHA appropriate to the complexity of each process, in order to identify, evaluate, and control hazards associated with each process. All initial PHAs for processes not previously covered by WAC 296-67-017 must be completed within three years of the effective date of Part B of this chapter. PHAs performed in accordance with the requirements of WAC 296-67-017 must satisfy the initial PHA requirements of Part B of this chapter. All modes of operation pursuant to WAC 296-67-327 Operating procedures, must be covered by the PHA.
(b) The employer must determine and document the priority order for performing PHAs based on the complexity, severity, and extent of process hazards, the number of potentially affected employees, the age of the process and the process operating history. The employer must use at least one of the following methodologies:
(i) What-if;
(ii) Checklist;
(iii) What-if/checklist;
(iv) Hazard and operability study (HAZOP);
(v) Failure mode and effects analysis (FMEA);
(vi) Fault tree analysis; or
(vii) Other PHA methods recognized by engineering organizations or governmental agencies.
(c) The PHA must address:
(i) The hazards of the process;
(ii) Previous publicly documented process safety incidents in the petroleum refinery and petrochemical industry sectors that are relevant to the process;
(iii) DMR reports that are applicable to the process;
(iv) HCA reports that are applicable to the process;
(v) Potential consequences of failures of process equipment;
(vi) Facility siting, including the placement of processes, equipment, buildings, employee occupancies and work stations, in order to effectively protect employees from process safety hazards;
(vii) Human factors;
(viii) A qualitative evaluation of the types, severity and likelihood of possible incidents that could result from a failure of the process or of process equipment;
(ix) The potential effects of external events, including seismic events, if applicable;
(x) The findings of incident investigations relevant to the process;
(xi) A review of applicable management of change (MOC) documents completed since the last PHA; and
(xii) Engineering and administrative controls associated with the process.
(d) The PHA must be performed by a team with expertise in engineering and process operations, and must include at least one refinery operating employee who currently works in or provides training about the process, and who has experience and knowledge specific to the process being evaluated. The team must also include one member with expertise in the specific PHA methodology being used. As necessary, the team must consult with individuals with expertise in damage mechanisms, process chemistry, safeguard protection analysis, and control systems.
(e) The team must document its findings and recommendations in a PHA report, which must be available to affected employees whose work assignments are in the petroleum refinery and who may be affected by the findings and recommendations.
(f) The PHA report must include:
(i) The methodologies, analyses and factors considered by the PHA team;
(ii) The findings of the PHA team; and
(iii) The PHA team's recommendations, including additional safeguards to address any deficiencies identified by the SPA.
(g) At least every five years, the written PHA must be updated and revalidated in accordance with the requirements of this section to ensure that the PHA is consistent with the current process.
(2) Safeguard protection analysis.
(a) For each scenario in the PHA that identifies the potential for a process safety incident, the employer must perform:
(i) An effective written safeguard protection analysis (SPA) to determine the effectiveness of existing individual safeguards;
(ii) The combined effectiveness of all existing safeguards for each failure scenario in the PHA;
(iii) The individual and combined effectiveness of safeguards recommended in the PHA; and
(iv) The individual and combined effectiveness of additional or alternative safeguards that may be needed.
(b) All independent protection layers for each failure scenario must be independent of each other and independent of initiating causes.
(c) The SPA must utilize a quantitative or semi-quantitative method, such as layer of protection analysis (LOPA), or an equally effective method to identify the most protective safeguards. The risk reduction attainable by each safeguard must be based on site-specific failure rate data, or in the absence of such data, industry failure rate data for each device, system, or human factor.
(d) The SPA must be performed by at least one individual with expertise in the specific SPA methodology being used. The SPA may be performed as part of the PHA or as a stand-alone analysis.
(e) The SPA must document the likelihood and severity of all potential initiating events, including equipment failures, human factors, loss of flow control, loss of pressure control, loss of temperature control, loss of level control, excess reaction, and other conditions that may lead to a loss of containment. The SPA must document the risk reduction achieved by each safeguard for all potential initiating events.
(f) The employer must complete all SPAs within six months of the completion or revalidation of the PHA.
(3) Hierarchy of hazard controls analysis.
(a) The employer must perform an HCA in a timely manner as follows:
(i) For all recommendations made by a PHA team for each scenario that identifies the potential for a process safety incident;
(ii) For all recommendations that result from the investigation of a process safety incident;
(iii) As part of managing changes, whenever a major change is proposed; and
(iv) During the design and review of new processes, new process units, new facilities, and their related process equipment.
(b) All HCAs for facility processes must be updated and revalidated as standalone analyses at least once every five years, and can be performed in conjunction with the PHA schedule.
(c) HCAs must be documented and performed by a team with expertise in engineering and process operations. The team must include one member knowledgeable in the HCA methodology being used, and at least one operating employee who currently operates the process and has expertise and experience in the process being evaluated. As necessary, the team must consult with individuals with expertise in damage mechanisms, process chemistry, and control systems.
(d) The HCA team must:
(i) Compile or develop all risk-relevant data for each process;
(ii) Identify, characterize, and prioritize risks posed by each process safety hazard;
(iii) Identify, analyze, and document all inherent safety measures and safeguards for each process safety hazard in the following sequence and priority order, from most preferred to least preferred:
(A) First order inherent safety measures;
(B) Second order inherent safety measures;
(C) Passive safeguards;
(D) Active safeguards; and
(E) Procedural safeguards.
(iv) For purposes of this section, first order inherent safety measures are considered to be most effective and procedural safeguards are considered to be least effective;
(v) Identify, analyze, and document relevant, publicly available information on inherent safety measures and safeguards. This information must include inherent safety measures and safeguards that have been:
(A) Achieved in practice by the petroleum refining industry and related industrial sectors; and
(B) Required or recommended for the petroleum refining industry by a federal or state agency or in a regulation or report.
(vi) For each process safety hazard identified, develop written recommendations in the following sequence and priority order:
(A) Eliminate hazards to the greatest extent feasible using first order inherent safety measures;
(B) Reduce any remaining hazards to the greatest extent feasible using second order inherent safety measures;
(C) Effectively reduce remaining risks using passive safeguards;
(D) Effectively reduce remaining risks using active safeguards; and
(E) Effectively reduce remaining risks using procedural safeguards.
(e) The HCA team must complete an HCA report within 90 calendar days of developing the recommendations. The employer must append the HCA report to the PHA report. The report must include:
(i) A description of the composition and qualification of the team;
(ii) A description of the HCA methodology used by the team;
(iii) A description of each process safety hazard analyzed by the team;
(iv) A description of the inherent safety measures and safeguards analyzed by the team; and
(v) The rationale for the inherent safety measures and safeguards recommended by the team for each process safety hazard.
(4) The employer must implement all recommendations pursuant to WAC 296-67-383 Corrective action program.
(5) Employers must retain the initial, updated and revalidation of PHAs, SPAs, and HCAs for each process covered by this part, as well as the documented resolution of recommendations described in this section, for the life of the process.
PDF296-67-327
Operating procedures.
(1) The employer must develop, implement, and maintain effective written operating procedures. The operating procedures must provide clear instructions for safely performing activities involved in each process. The operating procedures must be consistent with the PSI and, at a minimum, must address the following:
(a) Steps for each operating phase or mode of operation:
(i) Start up;
(ii) Normal operations;
(iii) Temporary operations;
(iv) Emergency operations;
(v) Emergency shutdown, including the conditions under which emergency shutdown is required, provisions granting the authority of the qualified operator to partially or completely shut down the operation or process, and the assignment of responsibilities to qualified operators in order to ensure that emergency shutdown is executed in a safe and timely manner;
(vi) Normal shutdown;
(vii) Start up following a turnaround, or planned or unplanned shutdown, or after an emergency shutdown; and
(viii) Any other operating condition not described in (a) of this subsection.
(b) Operating limits:
(i) Consequences of deviations; and
(ii) Steps to correct or avoid deviations.
(c) Safety and health considerations:
(i) Properties of, and hazards presented by, the chemicals and materials used in the process;
(ii) Precautions necessary to prevent exposure, including passive, active and procedural safeguards, personal protective equipment, engineering controls, and administrative controls;
(iii) Protective measures to be taken if physical contact or airborne exposure occurs;
(iv) Safety procedures for opening and decontaminating process equipment;
(v) Verification of the composition and properties of raw materials and control of highly hazardous chemical inventory levels; and
(vi) Any special or unique hazards.
(d) Safety systems and their functions.
(2) Operating procedures must be readily accessible to all affected employees, including the employees of contractors and maintenance employees who are performing work related to the procedure, and whose job tasks expose them to process safety hazards.
(3) Operating procedures must be reviewed and updated as often as necessary to ensure that they reflect current, safe operating practices. The operating procedures must include any changes that result from alterations in process chemicals, technology, personnel, process equipment or other changes to the facility. Changes to operating procedures must be managed pursuant to the requirements of WAC 296-67-355 Management of change.
(4) The employer must annually certify and document that written operating procedures are current and accurate.
(5) The operating procedures must include emergency procedures for each process, including any responses to the overpressurizing or overheating of equipment or piping, and the handling of leaks, spills, releases and discharges of highly hazardous chemicals or materials. These operating procedures must provide that only qualified operators may initiate these operations, and that prior to allowing employees in the vicinity of a leak, release or discharge, the employer must, at a minimum, do one of the following:
(a) Define the conditions for handling leaks, spills, or discharges of highly hazardous chemicals or materials that provide a level of protection that is functionally equivalent to, or safer than, shutting down or isolating the process;
(b) Isolate any vessel, piping, and equipment where a leak, spill, or discharge is occurring; or
(c) Shut down and depressurize all process operations where a leak, release, or discharge is occurring.
(6) The employer must develop, implement, and maintain effective written safe work practices applicable to all affected employees, including maintenance employees and the employees of contractors who are performing work related to the procedure, and whose job tasks expose them to process safety hazards. Safe work practices must be established for specific activities that include, but are not limited to:
(a) Opening and decontaminating process equipment or piping;
(b) Tasks requiring lock-out/tag-out procedures;
(c) Confined space entry;
(d) Handling, controlling and stopping leaks, spills, releases and discharges of highly hazardous chemicals or materials;
(e) Control over entry into hazardous work areas by maintenance, contractor, laboratory or other support personnel.
PDF296-67-331
Training.
(1) Initial training.
(a) Each affected employee involved in the operation of a process, and each affected employee prior to working in a newly assigned process, must be trained in an overview of the process and in the applicable operating procedures in WAC 296-67-327.
(b) Each affected employee involved in the maintenance of a process, and each affected employee prior to performing work within a newly assigned process, including affected employees of contractors, must be trained in an overview of the process and in the hazards and safe work practices related to the process.
(c) The training must include the following material applicable to the employee's job tasks:
(i) Safety and health hazards;
(ii) Procedures, including emergency operations and shutdown; and
(iii) Safe work practices.
(2) Refresher and supplemental training.
(a) At least every three years, and more often if necessary, the employer must provide effective refresher and supplemental training to each operating employee to ensure that each employee understands and adheres to current operating procedures.
(b) At least every three years, and more often if necessary, the employer must provide effective refresher and supplemental training to each maintenance employee to ensure that each employee understands and adheres to current maintenance procedures.
(c) The employer, in collaboration with the employees involved in operating or maintaining a process, must determine the appropriate frequency and content of refresher training.
(3) Training certification.
(a) The employer must ensure that each affected employee involved in operating or maintaining a process has received, understood and successfully completed training as specified by this section.
(b) The employer, after the initial or refresher training, must prepare a certification record containing the identity of the employee, the date(s) of training, the means used to verify that the employee understood the training, and the signature(s) of the person(s) who administered the training.
(4) The employer must develop, implement, and maintain an effective written program that includes the following:
(a) The requirements that an employee must meet in order to be designated as qualified; and
(b) Employee testing procedures to verify understanding and to ensure competency in job skill levels and work practices that protect employee safety and health.
(5) Within 24 months of the effective date of Part B of this chapter, the employer must develop, implement, and maintain an effective written training program to ensure that all affected employees are aware of and understand all PSM elements described in this part. Employees and employee representatives collaborating as part of a team pursuant to Part B of this chapter must be trained in the PSM elements relevant to that team.
PDF296-67-335
Contractors.
(1) Application. This section applies to contractors performing maintenance, repair, supply services, turnaround, major renovation, or specialty work on or adjacent to a process. It does not apply to contractors providing incidental services that do not affect process safety, such as janitorial work, food and drink services, laundry, delivery or other supply services.
(2) Refinery employer responsibilities.
(a) When selecting a contractor, the refinery employer must obtain and evaluate information regarding the contract employer's safety performance, including programs used to prevent employee injuries and illnesses, and must require that its contractors and any subcontractors use a skilled and trained workforce pursuant to chapter 296-71 WAC.
(b) The refinery employer must inform the contractor and must ensure that the contractor has informed each of its employees of the following:
(i) Potential process safety hazards associated with the contractor's work;
(ii) Applicable refinery safety rules; and
(iii) Applicable provisions of this chapter, including the requirements of WAC 296-67-367 Emergency planning and response, and WAC 296-24-567 Employee emergency plans and fire prevention plans.
(c) The refinery employer must develop, implement, and maintain effective written procedures and safe work practices to ensure the safe entry, presence and exit of the contractor and employees of the contractor in process areas pursuant to WAC 296-67-327 Operating procedures.
(d) The refinery employer must periodically evaluate the performance of contractors in fulfilling their obligations as specified in this section. The refinery employer must ensure and document that the requirements of this section are performed and completed by the contractor.
(e) The refinery employer must obtain and make available to the division of occupational safety and health (DOSH) upon request, a copy of the contractor's injury and illness log related to the contractor's work in the process area.
(3) Contractor responsibilities.
(a) The contractor must ensure that all of its employees are effectively trained in the work practices necessary to safely perform their jobs, including:
(i) Potential process safety hazards related to their jobs;
(ii) Applicable refinery safety and health rules;
(iii) The specific actions to take in an emergency; and
(iv) Applicable provisions of this chapter, including the provisions of WAC 296-67-367 Emergency planning and response, and WAC 296-24-567 Employee emergency plans and fire prevention plans.
(b) The contractor must document that each contract employee has received and understood the training required by this section. The contractor must prepare a record that contains the identity of the contract employee, the date(s) and subject(s) of training, and the means used to verify that the employee understood the training.
(c) The contractor must ensure that each of its employees understands and follows the safety and health procedures of the refinery employer and the contractor.
(d) The contractor must advise the refinery employer of any specific hazards presented by the contractor's work, as well as any hazards identified by the contractor while performing work for the refinery employer.
(4) Nothing in this section or others in chapter 296-67 WAC, Safety standards for process safety management of highly hazardous chemicals, Part B, must preclude the employer from requiring a contractor or an employee of a contractor to whom information is made available under this part to enter into a confidentiality agreement prohibiting them from disclosing such information, pursuant to WAC 296-901-14018 Trade secrets.
PDF296-67-339
Pre-startup safety review.
(1) The employer must perform a pre-startup safety review (PSSR) for new processes and for modified processes if the modification necessitates a change in the PSI, and for partial, planned, or unplanned shutdowns/outages, where activities exceed those covered under an existing procedure. The employer must also perform a PSSR for all turnaround work performed on a process.
(2) The pre-startup safety review must confirm all of the following prior to the introduction of highly hazardous chemicals or materials to a process:
(a) Construction, maintenance, and repair work has been performed in accordance with design specifications;
(b) Process equipment has been maintained, prepared for start up, and is operable in accordance with design specifications;
(c) Effective safety, operating, maintenance, and emergency procedures are in place;
(d) For new processes, a PHA, HCA, DMR, and SPA have each been performed, as applicable, and recommendations have been implemented or resolved before start up. For new or modified processes, all changes have been implemented pursuant to WAC 296-67-355 Management of change; and
(e) Training of each operating employee and maintenance employee affected by the change has been completed.
(3) The employer must involve affected operating and maintenance employees in the PSSR who have expertise and experience in the operations and engineering of the process being started. An operating employee who currently works in the process, and who has expertise and experience in the process being started, must be designated as the employee representative.
PDF296-67-343
Mechanical integrity.
(1) Written procedures.
(a) The employer must develop, implement, and maintain effective written procedures to ensure the ongoing integrity of process equipment.
(b) The procedures must provide clear instructions for safely performing maintenance activities on process equipment, consistent with the PSI for the process.
(c) The procedures and inspection documents developed under this section must be readily accessible to employees and employee representatives, including affected employees of contractors who are performing work on process equipment, and whose job tasks expose them to process safety hazards.
(2) Inspection and testing.
(a) Inspections and tests must be performed on process equipment using procedures that meet or exceed RAGAGEP.
(b) The frequency of inspections and tests of process equipment must be consistent with:
(i) The applicable manufacturer's recommendations;
(ii) RAGAGEP; or
(iii) Internal practices that are more protective than (b)(i) or (ii) of this subsection.
(c) Inspections and tests must be performed more frequently if necessary, based on the operating experience with the process equipment.
(d) The employer must retain documentation, including certification, where applicable, for each inspection and test that has been performed on process equipment. The documentation, including certification, where applicable, must identify the date of the inspection or test, the name of the person who performed the inspection or test, the serial number or other such identifier of the equipment on which the inspection or test was performed, a description of the inspection or test performed, and the results of the inspection or test.
(3) Equipment deficiencies. The employer must correct deficiencies to ensure safe operation of process equipment, including any temporary repairs. Repair methodologies and preventative maintenance must be consistent with RAGAGEP or more protective internal practices.
(4) Quality assurance.
(a) The employer must ensure that all process equipment, at a minimum, complies with the criteria established by the PSI. The employer must ensure that all process equipment is:
(i) Suitable for the process application for which it is or will be used;
(ii) Fabricated from the proper materials of construction; and
(iii) Designed, constructed, installed, maintained, inspected, tested, operated, and replaced in compliance with manufacturer's and other design specifications and all applicable codes and standards.
(b) If the employer installs new process equipment or has existing process equipment for which no RAGAGEP exists, the employer must document and ensure that this equipment is designed, constructed, installed, maintained, inspected, tested and operated in a safe manner.
(c) The employer must perform regularly scheduled checks and inspections as necessary to ensure that the requirements of (a) of this subsection are met.
(d) The employer must ensure that maintenance materials, spare parts and equipment meet design specifications and applicable codes.
(e) The employer must establish a process for evaluating new or updated codes and standards and implementing changes as appropriate to ensure safe operation.
(f) Once an equipment deficiency or failure mechanism is identified, substantially similar equipment in similar service must be evaluated for the same deficiency or failure mechanism.
PDF296-67-347
Damage mechanism review.
(1) The employer must complete a damage mechanism review (DMR) for each existing and new process for which a damage mechanism exists. Where no DMR is performed, the employer must document the rationale for determining that no damage mechanisms exist. The employer must determine and document the priority order for performing DMRs based on the process operating and maintenance history, the PHA schedule, and inspection records.
(2) The employer must complete no less than 50 percent of initial DMRs within three years and all remaining DMRs within five years of the effective date of Part B of this chapter. If the employer has performed and documented a DMR for a process up to five years prior to the effective date of Part B of this chapter, and that DMR includes the elements identified in subsection (8) of this section, that DMR may be used to satisfy the employer's obligation to complete an initial DMR under this section.
(3) A DMR must be revalidated at least once every five years.
(4) A DMR must be reviewed as part of a major change on a process for which a damage mechanism already exists, prior to approval of the change. If a major change may introduce a damage mechanism, a DMR must be performed prior to approval of the change.
(5) Where a damage mechanism is identified as a contributing factor in an incident investigation, the employer must review the most recent DMRs that are relevant to the investigation. If a DMR has not been performed on the processes that are relevant to the investigation, the incident investigation team must recommend that a DMR be performed and completed within a specified time frame.
(6) The DMR for a process must be available to the team performing a PHA for that process.
(7) The DMR must be performed by a team with expertise in engineering, equipment and pipe inspection, damage and failure mechanisms, and the operation of the process or processes under review. The team must include one member knowledgeable in the specific DMR methodology being used.
(8) The DMR for each process must include:
(a) Assessment of process flow diagrams;
(b) Identification of all potential damage mechanisms;
(c) Determination that the materials of construction are appropriate for their application and are resistant to potential damage mechanisms;
(d) Methods to prevent or mitigate damage; and
(e) Review of operating parameters to identify operating conditions that could accelerate or otherwise worsen damage, or that could minimize or eliminate damage.
(9) For purposes of this section, damage mechanisms include, but are not limited to:
(a) Mechanical loading failures, such as ductile fracture, brittle fracture, mechanical fatigue, and buckling;
(b) Erosion, such as abrasive wear, adhesive wear, and fretting;
(c) Corrosion, such as uniform corrosion, microbiologically induced corrosion, localized corrosion, and pitting;
(d) Thermal-related failures, such as creep, metallurgical transformation, and thermal fatigue;
(e) Cracking, such as stress-corrosion cracking; and
(f) Embrittlement, such as high-temperature hydrogen attack.
(10) DMRs must include an assessment of previous experience with the process, including the inspection history and all damage mechanism data, a review of industry-wide experience with the process, and all applicable standards, codes and practices.
(11) At the conclusion of the analysis, the team must prepare a written DMR report, which must include the following:
(a) The process and damage mechanisms analyzed;
(b) Results of all analyses performed;
(c) Recommendations for temporarily mitigating damage; and
(d) Recommendations for preventing damage.
(12) The report must be provided to and, upon request, reviewed with affected employees, including affected employees of a contractor, whose work assignments are within the scope of the process evaluated in the DMR.
(13) The employer must implement all recommendations pursuant to WAC 296-67-383 Corrective action program.
(14) DMR reports must be retained for the life of the process.
PDF296-67-351
Hot work.
(1) The employer must develop, implement and maintain effective written procedures for the issuance of hot work permits.
(2) The employer must issue a hot work permit prior to the commencement of hot work operations within or near the process.
(3) The permit must document that fire prevention and protection requirements found in WAC 296-24-695 have been implemented prior to beginning the hot work operations. The permit must:
(a) Indicate the date(s) and time(s) authorized for hot work, including the designated expiration of the permit;
(b) Identify the location and equipment (including the equipment identifier, if applicable) where hot work is to be performed; and
(c) Identify the name and employer of the person performing the hot work.
(4) Hot work permits must be kept on file for one year.
PDF296-67-355
Management of change.
(1) The employer must develop, implement, and maintain effective written management of change (MOC) procedures to assess and manage changes (except for replacements-in-kind) in process chemicals, technology, procedures, process equipment and facilities. The MOC procedure must include provisions for temporary repairs, including temporary pipe repairs.
(2) The MOC procedures must ensure that the following are addressed and documented prior to any change:
(a) The technical basis for the proposed change;
(b) Potential process safety impacts of the change including, but not limited to:
(i) New process safety hazards; or
(ii) Worsening an existing process safety hazard;
(c) Modifications to operating and maintenance procedures, or development of new operating and maintenance procedures;
(d) The time period required for the change; and
(e) Authorization requirements for the proposed change.
(3) Prior to implementing a major change, the employer must review or perform a DMR and perform a HCA. The findings of the DMR and recommendations of the HCA must be included in the MOC documentation.
(4) The employer must use qualified personnel and appropriate methods for all MOCs, based upon hazard, complexity and type of change.
(5) Employees involved in the process, as well as maintenance workers whose job tasks will be affected by a change, must be informed of, and effectively trained in the change in a timely manner prior to the implementation of the change. For contractors and employees of contractors who are operating the process and whose job tasks will be affected by a change, the employer must make the MOC documentation available and require effective training in the change in a timely manner, prior to implementation of the change.
(6) If a change covered by this section results in a change to the PSI, such information must be amended and updated in a timely manner.
(7) If a change covered by this section results in a change to the operating procedures, the procedures must be amended and updated in a timely manner prior to implementation of the change.
PDF296-67-359
Management of organizational change.
(1) The employer must develop, implement and maintain effective written procedures to manage organizational changes.
(2) The employer must designate a team to perform a management of organizational change (MOOC) assessment prior to reducing staffing levels, reducing classification levels of employees, changing shift duration, or increasing employee responsibilities at or above 15 percent. The MOOC assessment is required for changes with a duration exceeding 90 calendar days affecting operations, engineering, maintenance, health and safety, or emergency response. This requirement must also apply to employers using employees of contractors in permanent positions.
(3) The MOOC assessment must be in writing and must include a description of the change being proposed, the composition of the team responsible for assessing the proposed change, the factors evaluated by the team, and the team's findings and recommendations.
(4) Prior to performing the MOOC assessment, the employer must ensure that the job function descriptions are current and accurate for all positions potentially affected by the change.
(5) The refinery manager or designee must certify, based on information and belief formed after reasonable inquiry, that the MOOC assessment is accurate and that the proposed organizational change meets the requirements of this section.
(6) All MOOC assessments must include an analysis of human factors.
(7) Prior to implementing a change, the employer must inform all employees potentially affected by the change.
PDF296-67-363
Incident investigation—Root cause analysis.
(1) The employer must develop, implement and maintain effective written procedures for promptly investigating and reporting any incident that results in, or could reasonably have resulted in, a process safety incident.
(2) The written procedures must include an effective method for performing a thorough root cause analysis.
(3) The employer must initiate the incident investigation as promptly as possible, but no later than 48 hours following the incident. As part of the incident investigation, the employer must perform a root cause analysis.
(4) The employer must establish an incident investigation team, which at a minimum must consist of a person with expertise and experience in the process involved, a person with expertise in the employer's root cause analysis method, and a person with expertise in overseeing the investigation and analysis. If the incident involved the work of a contractor, a representative of the contractor's employees must be included on the investigation team.
(5) The incident investigation team must implement the employer's root cause analysis method to determine the initiating and underlying causes of the incident. The analysis must include identification of management system failures, including organizational and safety culture deficiencies.
(6) The incident investigation team must develop recommendations to address the findings of the root cause analysis. The recommendations must include interim measures that will prevent a recurrence or similar incident until final corrective actions can be implemented.
(7) The team must prepare a written investigation report within 90 calendar days of the incident. If the team demonstrates in writing that additional time is needed due to the complexity of the investigation, the team must prepare a status report within 90 calendar days of the incident, and every 30 calendar days thereafter until the investigation is complete. The team must prepare a final investigation report within five months of the incident.
(8) Investigation reports must include:
(a) The date and time of the incident;
(b) The date and time the investigation began;
(c) A detailed description of the incident;
(d) The factors that caused or contributed to the incident, including direct causes, indirect causes and root causes, determined through the root cause analysis;
(e) A list of any DMR(s), PHA(s), SPA(s), and HCA(s) that were reviewed as part of the investigation;
(f) Documentation of relevant findings from the review of DMR(s), PHA(s), SPA(s), and HCA(s);
(g) The incident investigation team's recommendations; and
(h) Interim measures implemented by the employer.
(9) The employer must implement all recommendations pursuant to WAC 296-67-383 Corrective action program.
(10) The employer must complete an HCA in a timely manner for all recommendations that result from the investigation of a process safety incident. The employer must append the HCA report to the investigation report.
(11) Investigation reports must be provided to and upon request, reviewed with employees whose job tasks are affected by the incident. Investigation reports must also be made available to all operating, maintenance and other personnel, including employees of contractors where applicable, whose work assignments are within the facility where the incident occurred or whose job tasks are relevant to the incident findings. Investigation reports must be provided on request to employee representatives and, where applicable, contractor employee representatives.
(12) Any draft or finalized investigation report must be provided immediately to the labor and industries' division of occupational safety and health (DOSH) upon written request.
(13) Incident investigation reports must be retained for the life of the process.
PDF296-67-367
Emergency planning and response.
(1) The employer must develop, implement and maintain an effective emergency response or emergency action plan for the entire plant, pursuant to the provisions of WAC 296-24-567 Employee emergency plans and fire prevention plans, and chapter 296-824 WAC, Emergency response. An emergency response plan must define and include procedures for handling all of the following:
(a) Large and small spills or releases;
(b) Fires;
(c) Explosions; and
(d) Any other emergency with a direct bearing on employee safety and health.
(2) The written plan must specify how an emergency response will be executed if it exceeds the capability of the employer's internal emergency response team.
(3) The employer must document any agreement with external emergency response organizations expected to assist in an emergency. The documentation must include schedules for planned drills.
PDF296-67-371
Compliance audits.
(1) Every three years, the employer must perform an effective compliance audit. The employer must certify that it has evaluated and verified that the procedures and practices developed under Part B of this chapter are effective and being followed. The employer must prepare a written report documenting the findings of the compliance audit.
(2) The compliance audit must be performed by at least one person with expertise and experience in the requirements of the section under review. As part of the compliance audit, the employer must consult with operators with expertise and experience in each process audited, and must document the findings and recommendations from these consultations in the written report. The report must state the qualifications and identity of the persons performing the compliance audit.
(3) The employer must make the report available to employees and employee representatives. The employer must respond in writing within 60 days to any written comments submitted by an employee or employee representative regarding the report.
(4) The employer must implement all recommendations pursuant to WAC 296-67-383 Corrective action program.
(5) The employer must retain the three most recent compliance audit reports.
PDF296-67-375
Process safety culture assessment.
(1) The employer must develop, implement and maintain an effective process safety culture assessment (PSCA) program.
(2) The employer must perform an effective PSCA and produce a written report within 18 months following the effective date of Part B of this chapter, and at least every five years thereafter. If the employer has performed and documented a PSCA up to 18 months prior to the effective date of Part B of this chapter, and that PSCA includes the elements required in this section, that PSCA may be used to satisfy the employer's obligation to complete an initial PSCA.
(3) The PSCA must be developed and implemented by a team that must include at least one member knowledgeable in refinery operations and at least one employee representative. The team must consult with at least one employee or other individual(s) with expertise in assessing process safety culture in the petroleum refining industry.
(4) The PSCA must, at a minimum, include an evaluation of the effectiveness of the following elements of process safety leadership:
(a) The employer's hazard reporting program;
(b) The employer's response to reports of hazards;
(c) The employer's procedures to ensure that incentive programs do not discourage reporting of hazards; and
(d) The employer's procedures to ensure that process safety is prioritized during upset or emergency conditions.
(5) The team must develop a written report within 90 calendar days of completion of the PSCA, which must include:
(a) The method(s) used to perform the PSCA;
(b) The findings and conclusions of the PSCA; and
(c) The team's recommendations to address the findings of the PSCA.
(6) The employer, in consultation with the PSCA team, must prioritize recommendations and implement corrective actions within 24 months of completion of the written report.
(7) The PSCA team must perform a written interim assessment of the implementation and effectiveness of each PSCA corrective action within three years following the completion of a PSCA report. If a corrective action is found to be ineffective, the employer must implement changes necessary to ensure effectiveness within, but not to exceed, six months.
(8) The refinery manager or designee must serve as signatory to all PSCA reports, corrective action plans and interim assessments.
(9) PSCA reports, corrective action plans and interim assessments must be communicated and made available to all affected employees, their representatives, and participating contractors within 60 calendar days of completion.
(10) Participating contractors must provide PSCA reports, corrective action plans, and interim assessments to their employees and employee representatives within 14 calendar days of receipt.
PDF296-67-379
Human factors.
(1) The employer must develop, implement and maintain an effective written human factors program within 18 months following the effective date of Part B of this chapter.
(2) The employer must include a written analysis of human factors, where relevant, major changes, incident investigations, PHAs, MOOCs, and HCAs. The analysis must include a description of the selected methodologies and criteria for their use.
(3) The employer must assess human factors in existing operating and maintenance procedures and must revise these procedures accordingly. The employer must complete 50 percent of assessments and revisions within three years following the effective date of Part B of this chapter, and 100 percent within five years.
(4) The human factors analysis must apply an effective method in evaluating at least the following:
(a) Staffing levels;
(b) Complexity of tasks;
(c) Length of time needed to complete tasks;
(d) Level of training, experience and expertise of employees;
(e) Human-machine and human-system interface;
(f) Physical challenges of the work environment in which the task is performed;
(g) Employee fatigue and other effects of shiftwork and overtime;
(h) Communication systems; and
(i) The understandability and clarity of operating and maintenance procedures.
(5) The human factors analysis of process controls must include:
(a) Error-proof mechanisms;
(b) Automatic alerts; and
(c) Automatic system shutdowns.
(6) The employer must include an assessment of human factors in new and revised operating and maintenance procedures.
(7) The employer must train affected operating and maintenance employees in the written human factors program.
(8) The employer must make available, and provide upon request, a copy of the written human factors program to affected employees and their representatives, and affected contractors, employees of contractors, and contractor employee representatives, pursuant to WAC 296-67-315.
PDF296-67-383
Corrective action program.
(1) The employer must develop, implement and maintain an effective written corrective action program to prioritize and implement recommendations of:
(a) PHAs;
(b) SPAs;
(c) DMRs;
(d) HCAs;
(e) Incident investigations; and
(f) Compliance audits.
(2) All findings and associated recommendations must be provided to the employer by the team performing the analysis, review, investigation, or audit in a timely manner.
(3) The employer may reject a team recommendation if the employer can demonstrate in writing that the recommendation meets one of the following criteria:
(a) The analysis upon which the recommendation is based contains material factual errors;
(b) The recommendation is not relevant to process safety; or
(c) The recommendation is infeasible; however, a determination of infeasibility must not be based solely on cost.
(4) The employer may change a team recommendation if the employer can demonstrate in writing that an alternative measure would provide an equivalent or higher order of inherent safety. The employer may change a team recommendation for a safeguard if an alternative safeguard provides an equally or more effective level of protection.
(5) The employer must document all instances where any one of the criteria in subsection (3) or (4) of this section is used for the purpose of rejecting or changing a team recommendation.
(6) Each recommendation that is changed or rejected by the employer must be communicated to on-site team members for comment and made available to off-site team members for comment. The employer must document all written comments received from team members for each changed or rejected recommendation. The employer must document a final decision for each recommendation and must communicate it to on-site team members and make it available to off-site team members.
(7) The employer must develop and document corrective actions to implement each accepted recommendation. The employer must assign a completion date for each corrective action and a person responsible for completing the corrective action.
(8) If the employer determines that a corrective action requires revalidation of any applicable PHA, SPA, HCA, or DMR, these revalidations must be subject to the corrective action requirements of this section. The employer must promptly append all revalidated PHAs, SPAs, DMRs, and HCAs to the applicable report.
(9) The employer must promptly complete all corrective actions and must comply with all completion dates required by this section. The employer must perform an MOC for any proposed change to a completion date, pursuant to WAC 296-67-355 Management of change. The employer must make all completion dates available, upon request, to all affected employees and employee representatives.
(10) Except as required by subsections (11) and (13) of this section, each corrective action that does not require a process shutdown must be completed within 30 months after the completion of the analysis or review, unless the employer demonstrates in writing that it is infeasible to do so.
(11) Each corrective action from a compliance audit must be completed within 18 months after completion of the audit, unless the employer demonstrates in writing that it is infeasible to do so. Each corrective action from an incident investigation must be completed within 18 months after completion of the investigation, unless the employer demonstrates in writing that it is infeasible to do so.
(12) Each corrective action requiring a process shutdown must be completed during the first regularly scheduled turnaround of the applicable process, following completion of the PHA, SPA, DMR, HCA, MOC, compliance audit or incident investigation, unless the employer demonstrates in writing that it is infeasible to do so.
(13) Notwithstanding subsections (10), (11), and (12) of this section, corrective actions addressing process safety hazards must be prioritized and promptly corrected, either through permanent corrections or interim safeguards sufficient to ensure employee safety and health, pending permanent corrections.
(14) Where a corrective action cannot be implemented within the time limits required in subsection (10), (11), or (12) of this section, the employer must ensure that interim safeguards are sufficient to ensure employee safety and health, pending permanent corrections. The employer must document the decision and rationale for any delay and must implement the corrective action as soon as possible. The documentation must include:
(a) The rationale for deferring the corrective action;
(b) All MOC requirements under WAC 296-67-355;
(c) A revised timeline describing when the corrective action will be implemented; and
(d) An effective plan to make available the rationale and revised timeline to all affected employees and their representatives.
(15) The employer must track and document the completion of each corrective action and must append the documentation to the applicable PHA, SPA, DMR, HCA, incident investigation or compliance audit.
PDF296-67-387
Trade secrets.
(1) Without regard to possible trade secret status of such information, employers must make all information available as necessary to comply with all requirements contained in Part B of this chapter.
(2) Nothing in this section precludes the employer from requiring the persons to whom the information is made available under this section to enter into confidentiality agreements not to disclose the information as set forth in WAC 296-901-14018 Trade secrets.