
Chapter 296-806 WAC
Last Update: 1/21/20MACHINE SAFETY
WAC Sections
| HTMLPDF | 296-806-099 | Definitions. |
| HTMLPDF | 296-806-100 | Scope. |
| HTMLPDF | 296-806-200 | Requirements for all machines. |
| HTMLPDF | 296-806-20002 | Secure machines designed to stay in one place. |
| HTMLPDF | 296-806-20004 | Protect employees from slipping hazards around machinery. |
| HTMLPDF | 296-806-20006 | Arrange work areas to avoid creating hazards. |
| HTMLPDF | 296-806-20007 | Machine controls and operations. |
| HTMLPDF | 296-806-20008 | Make sure operating controls meet these requirements. |
| HTMLPDF | 296-806-20010 | Protect employees from unintentional machine operation. |
| HTMLPDF | 296-806-20012 | Make sure emergency stop controls meet these requirements. |
| HTMLPDF | 296-806-20014 | Control machine vibration. |
| HTMLPDF | 296-806-20016 | Prevent overspeed conditions. |
| HTMLPDF | 296-806-20018 | Make sure hand feeding and retrieval tools meet these requirements. |
| HTMLPDF | 296-806-20020 | Protect employees who are adjusting or repairing machinery. |
| HTMLPDF | 296-806-20021 | Power transmission parts. |
| HTMLPDF | 296-806-20022 | Keep power transmission equipment in good working condition. |
| HTMLPDF | 296-806-20024 | Inspect power transmission parts. |
| HTMLPDF | 296-806-20026 | Protect employees lubricating moving machinery. |
| HTMLPDF | 296-806-20027 | Safeguarding requirements. |
| HTMLPDF | 296-806-20028 | Safeguard employees from the point of operation. |
| HTMLPDF | 296-806-20030 | Safeguard employees from nip or shear point hazards. |
| HTMLPDF | 296-806-20032 | Safeguard employees from rotating or revolving parts. |
| HTMLPDF | 296-806-20034 | Safeguard employees from reciprocating or other moving parts. |
| HTMLPDF | 296-806-20036 | Safeguard employees from flying objects. |
| HTMLPDF | 296-806-20038 | Safeguard employees from falling objects. |
| HTMLPDF | 296-806-20040 | Safeguard employees from moving surfaces with hazards. |
| HTMLPDF | 296-806-20041 | Safeguarding methods. |
| HTMLPDF | 296-806-20042 | Make sure guards meet these requirements. |
| HTMLPDF | 296-806-20043 | Devices. |
| HTMLPDF | 296-806-20044 | Make sure devices meet these requirements. |
| HTMLPDF | 296-806-20046 | Make sure light curtains meet these requirements. |
| HTMLPDF | 296-806-20048 | Make sure pressure-sensitive mats meet these requirements. |
| HTMLPDF | 296-806-20050 | Make sure restraint or pullback devices meet these requirements. |
| HTMLPDF | 296-806-20052 | Make sure two-hand devices meet these requirements. |
| HTMLPDF | 296-806-20054 | Make sure devices used with barrier guards meet these requirements. |
| HTMLPDF | 296-806-20055 | Distance. |
| HTMLPDF | 296-806-20056 | Make sure safeguarding by distance meets these requirements. |
| HTMLPDF | 296-806-20058 | Make sure guardrails used for safeguarding meet these requirements. |
| HTMLPDF | 296-806-300 | Requirements for specific machine hazards. |
| HTMLPDF | 296-806-30002 | Fit arbors and mandrels to the machine. |
| HTMLPDF | 296-806-30004 | Safeguard belt and rope drives. |
| HTMLPDF | 296-806-30006 | Make sure belt or rope drives meet these requirements. |
| HTMLPDF | 296-806-30008 | Protect employees while shifting belts on belt and pulley drives. |
| HTMLPDF | 296-806-30010 | Make sure belt tighteners meet these requirements. |
| HTMLPDF | 296-806-30012 | Safeguard cams, connecting rods, tail rods, and extension piston rods. |
| HTMLPDF | 296-806-30014 | Safeguard chain and sprocket drives. |
| HTMLPDF | 296-806-30016 | Safeguard fan blades. |
| HTMLPDF | 296-806-30017 | Flywheels. |
| HTMLPDF | 296-806-30018 | Safeguard flywheels. |
| HTMLPDF | 296-806-30020 | Safeguard gears. |
| HTMLPDF | 296-806-30022 | Safeguard projections on moving parts. |
| HTMLPDF | 296-806-30024 | Safeguard pulleys. |
| HTMLPDF | 296-806-30026 | Make sure pulleys meet these requirements. |
| HTMLPDF | 296-806-30028 | Safeguard revolving drums, barrels, and containers. |
| HTMLPDF | 296-806-30030 | Safeguard shafting. |
| HTMLPDF | 296-806-30032 | Make sure shafting meets these requirements. |
| HTMLPDF | 296-806-30034 | Safeguard unused keyways. |
| HTMLPDF | 296-806-30036 | Make sure revolving collars meet these requirements. |
| HTMLPDF | 296-806-30038 | Safeguard counterweights. |
| HTMLPDF | 296-806-400 | Additional requirements for some machines and machine operations. |
| HTMLPDF | 296-806-405 | Abrasive wheels. |
| HTMLPDF | 296-806-40502 | Make sure abrasive wheels and machines are properly designed and constructed. |
| HTMLPDF | 296-806-40504 | Make sure machines have safety guards. |
| HTMLPDF | 296-806-40506 | Make sure safety guards meet specific requirements. |
| HTMLPDF | 296-806-40508 | Provide a tongue guard on bench, pedestal, floorstand, and cylindrical grinders. |
| HTMLPDF | 296-806-40510 | Use a work rest for off-hand grinding. |
| HTMLPDF | 296-806-40511 | Mounting abrasive wheels. |
| HTMLPDF | 296-806-40512 | Make sure abrasive wheels are safe to use. |
| HTMLPDF | 296-806-40514 | Mount wheels properly. |
| HTMLPDF | 296-806-40516 | Use proper flanges. |
| HTMLPDF | 296-806-40518 | Make sure flanges are in good condition. |
| HTMLPDF | 296-806-40520 | Use specific flanges for Type 1 cutting-off wheels. |
| HTMLPDF | 296-806-40522 | Use specific flanges for Type 27A cutting-off wheels. |
| HTMLPDF | 296-806-40524 | Use blotters when required. |
| HTMLPDF | 296-806-40526 | Meet specific blotter requirements when using modified Types 6 and 11 wheels (terrazzo). |
| HTMLPDF | 296-806-410 | Calenders. |
| HTMLPDF | 296-806-41002 | Provide calender safety controls. |
| HTMLPDF | 296-806-41004 | Follow these stopping limit requirements for calenders. |
| HTMLPDF | 296-806-415 | Compactors. |
| HTMLPDF | 296-806-41502 | Safeguard hazardous moving parts of stationary compactors. |
| HTMLPDF | 296-806-41504 | Follow these requirements for compactor controls. |
| HTMLPDF | 296-806-41506 | Follow these requirements for compactor access doors and covers. |
| HTMLPDF | 296-806-41508 | Follow these requirements for compactors that cycle automatically. |
| HTMLPDF | 296-806-420 | Conveyors. |
| HTMLPDF | 296-806-42002 | Follow these requirements for conveyors. |
| HTMLPDF | 296-806-42004 | Provide emergency stops on conveyors. |
| HTMLPDF | 296-806-42006 | Label conveyor controls. |
| HTMLPDF | 296-806-42008 | Prohibit riding on conveyors. |
| HTMLPDF | 296-806-42010 | Provide safe access to conveyors. |
| HTMLPDF | 296-806-42012 | Provide backstop or antirunaway devices on incline, decline, or vertical conveyors. |
| HTMLPDF | 296-806-42014 | Make only safe alterations to conveyors. |
| HTMLPDF | 296-806-42016 | Inspect and replace worn conveyor parts. |
| HTMLPDF | 296-806-42018 | Follow these requirements for replacing conveyor parts. |
| HTMLPDF | 296-806-42020 | Follow these requirements for spill guards. |
| HTMLPDF | 296-806-42022 | Provide pedestrian overpasses for conveyors. |
| HTMLPDF | 296-806-42024 | Guard openings to hoppers and chutes. |
| HTMLPDF | 296-806-42026 | Install guideposts. |
| HTMLPDF | 296-806-42027 | Belt conveyors. |
| HTMLPDF | 296-806-42028 | Guard nip points on belt conveyors. |
| HTMLPDF | 296-806-42030 | Install emergency stop controllers on overland belt conveyors. |
| HTMLPDF | 296-806-42032 | Install belt conveyor overpasses. |
| HTMLPDF | 296-806-42033 | Chain converyors. |
| HTMLPDF | 296-806-42034 | Safeguard chain conveyors. |
| HTMLPDF | 296-806-42036 | Guard return strands on chain conveyors. |
| HTMLPDF | 296-806-42038 | Guard chain conveyors that are used as a transfer mechanism. |
| HTMLPDF | 296-806-42039 | Elevator conveyors. |
| HTMLPDF | 296-806-42040 | Prevent material from falling off of elevator conveyors. |
| HTMLPDF | 296-806-42041 | Inclined reciprocating conveyors (shakers). |
| HTMLPDF | 296-806-42042 | Provide protection where employees must load shakers. |
| HTMLPDF | 296-806-42044 | Provide grating over silo and bunker openings for shuttle conveyors. |
| HTMLPDF | 296-806-42045 | Mobile conveyors. |
| HTMLPDF | 296-806-42046 | Guard wheels and rails on mobile conveyors. |
| HTMLPDF | 296-806-42048 | Prevent hazardous motion on mobile conveyors. |
| HTMLPDF | 296-806-42050 | Provide a detector for mobile conveyors. |
| HTMLPDF | 296-806-42052 | Provide safe access on mobile conveyors. |
| HTMLPDF | 296-806-42053 | Push-bar conveyors. |
| HTMLPDF | 296-806-42054 | Guard pusher-bar conveyors. |
| HTMLPDF | 296-806-42055 | Roller conveyors. |
| HTMLPDF | 296-806-42056 | Prohibit walking on roller-type conveyors. |
| HTMLPDF | 296-806-42058 | Use speed controls for roller and wheel conveyors. |
| HTMLPDF | 296-806-42060 | Safeguard belt-driven live roller conveyors. |
| HTMLPDF | 296-806-42061 | Screw conveyors. |
| HTMLPDF | 296-806-42062 | Guard screw conveyors. |
| HTMLPDF | 296-806-42063 | Skip hoists. |
| HTMLPDF | 296-806-42064 | Provide slack-cable switches on hoists. |
| HTMLPDF | 296-806-42066 | Block the skip bucket and counterweight guides. |
| HTMLPDF | 296-806-42068 | Protect against wire rope coming off sheaves. |
| HTMLPDF | 296-806-42069 | Slat and roller-slat conveyors. |
| HTMLPDF | 296-806-42070 | Safeguard slat and roller-slat conveyors. |
| HTMLPDF | 296-806-42071 | Towed conveyors. |
| HTMLPDF | 296-806-42072 | Provide a safe method for disengaging the tow pin. |
| HTMLPDF | 296-806-42074 | Protect employees from moving carts on towed conveyors. |
| HTMLPDF | 296-806-42076 | Provide clearances and warnings for carts on towed conveyors. |
| HTMLPDF | 296-806-42078 | Mark projections above the floor. |
| HTMLPDF | 296-806-425 | Food processing equipment. |
| HTMLPDF | 296-806-42502 | Provide locks on chamber doors of large air conditioning units. |
| HTMLPDF | 296-806-42504 | Use proper door locks on rack-type bread coolers. |
| HTMLPDF | 296-806-42506 | Provide see-through panels on fermentation room doors. |
| HTMLPDF | 296-806-42508 | Cover exposed hot pipes. |
| HTMLPDF | 296-806-42510 | Provide extension piping on stationary lubrication fittings. |
| HTMLPDF | 296-806-42512 | Provide hoods for pan-washing tanks. |
| HTMLPDF | 296-806-42514 | Safeguard proof boxes. |
| HTMLPDF | 296-806-42516 | Safeguard storage bins. |
| HTMLPDF | 296-806-42517 | Material handling. |
| HTMLPDF | 296-806-42518 | Follow these design requirements for bag lifts (bag arm elevators) and chutes. |
| HTMLPDF | 296-806-42520 | Follow these requirements for chain tackle. |
| HTMLPDF | 296-806-42522 | Safeguard conveyors. |
| HTMLPDF | 296-806-42524 | Use properly designed covers for screw conveyors (augers). |
| HTMLPDF | 296-806-42526 | Safeguard pallet jacks and hand trucks. |
| HTMLPDF | 296-806-42527 | Specific food processing equipment. |
| HTMLPDF | 296-806-42528 | Safeguard bakery slicers. |
| HTMLPDF | 296-806-42530 | Safeguard bakery wrapping machines. |
| HTMLPDF | 296-806-42532 | Provide troughs with antifriction-bearing casters. |
| HTMLPDF | 296-806-42534 | Follow these requirements for trough hoists and similar equipment. |
| HTMLPDF | 296-806-42536 | Follow these requirements for dividers. |
| HTMLPDF | 296-806-42538 | Safeguard manually-fed dough and cross-roll brakes. |
| HTMLPDF | 296-806-42540 | Provide a guard or tripping device on reversible dough brakes. |
| HTMLPDF | 296-806-42542 | Follow these requirements for doughnut machines. |
| HTMLPDF | 296-806-42544 | Follow these requirements for dumpbins and blenders. |
| HTMLPDF | 296-806-42546 | Follow these requirements for flour-handling machines. |
| HTMLPDF | 296-806-42548 | Follow these requirements for traveling or track-type flour scales. |
| HTMLPDF | 296-806-42550 | Follow these requirements for food grinders and cutters. |
| HTMLPDF | 296-806-42552 | Provide covers with interlocks on ingredient premixers, emulsifiers, and similar machines. |
| HTMLPDF | 296-806-42554 | Follow these requirements for open fat kettles. |
| HTMLPDF | 296-806-42556 | Follow these requirements for steam kettles. |
| HTMLPDF | 296-806-42558 | Follow these requirements for chocolate melting, refining, and mixing kettles. |
| HTMLPDF | 296-806-42560 | Safeguard meat-processing equipment (circular meat-cutting saws). |
| HTMLPDF | 296-806-42562 | Follow these requirements for horizontal dough mixers. |
| HTMLPDF | 296-806-42564 | Follow these requirements for vertical mixers. |
| HTMLPDF | 296-806-42566 | Follow these requirements for mechanical-feed moulders. |
| HTMLPDF | 296-806-42568 | Follow these requirements for hand-fed moulders. |
| HTMLPDF | 296-806-42570 | Design, install, and construct your ovens according to these requirements. |
| HTMLPDF | 296-806-42572 | Properly locate emergency "stop" buttons and main shut off valves for ovens. |
| HTMLPDF | 296-806-42574 | Inspect and test safety devices on ovens. |
| HTMLPDF | 296-806-42576 | Follow these requirements for peanut-cooling trucks. |
| HTMLPDF | 296-806-42578 | Follow these requirements for pretzel-rolling, pretzel stick extruding, rotary, and die machines. |
| HTMLPDF | 296-806-42580 | Safeguard box and roll-type dough sheeters. |
| HTMLPDF | 296-806-42582 | Provide proper enclosures for sifters. |
| HTMLPDF | 296-806-42584 | Follow these requirements for sugar and spice pulverizers. |
| HTMLPDF | 296-806-430 | Forging machines. |
| HTMLPDF | 296-806-43002 | Follow these safety requirements when using lead and lead casts. |
| HTMLPDF | 296-806-43004 | Properly inspect and maintain forging equipment. |
| HTMLPDF | 296-806-43006 | Use safety blocks on hammers and presses. |
| HTMLPDF | 296-806-43008 | Make sure tongs meet these requirements. |
| HTMLPDF | 296-806-43010 | Protect employees when removing scale. |
| HTMLPDF | 296-806-43012 | Provide adequate foundations for hammers and presses. |
| HTMLPDF | 296-806-43014 | Follow these requirements for manually operated valves and switches. |
| HTMLPDF | 296-806-43015 | Hammers. |
| HTMLPDF | 296-806-43016 | Use die keys and shims made of proper-grade material. |
| HTMLPDF | 296-806-43018 | Provide a safety cylinder head. |
| HTMLPDF | 296-806-43020 | Provide a shutoff valve. |
| HTMLPDF | 296-806-43022 | Provide a means for cylinder draining. |
| HTMLPDF | 296-806-43024 | Follow these requirements for pressure pipes. |
| HTMLPDF | 296-806-43026 | Follow these requirements when using board hammers. |
| HTMLPDF | 296-806-43027 | Other forge facility equipment. |
| HTMLPDF | 296-806-43028 | Protect against sparks from saws. |
| HTMLPDF | 296-806-435 | Garbage waste disposals. |
| HTMLPDF | 296-806-43502 | Safeguard garbage (waste) disposal equipment. |
| HTMLPDF | 296-806-440 | Glue spreaders. |
| HTMLPDF | 296-806-44002 | Provide guards and automatic shutoffs on glue spreaders. |
| HTMLPDF | 296-806-445 | Ironworkers. |
| HTMLPDF | 296-806-44502 | Safeguard ironworkers point of operation. |
| HTMLPDF | 296-806-44504 | Follow these requirements for adjustable restrictors when safeguarding ironworkers. |
| HTMLPDF | 296-806-450 | Lathes. |
| HTMLPDF | 296-806-45002 | Provide shields or guards on metal lathes for chip or coolant hazards. |
| HTMLPDF | 296-806-45004 | Safeguard work-holding devices (chucks). |
| HTMLPDF | 296-806-45006 | Follow these requirements for chip control and handling. |
| HTMLPDF | 296-806-45008 | Safeguard power-clamping devices. |
| HTMLPDF | 296-806-45010 | Restrain extended workpieces on horizontal lathes. |
| HTMLPDF | 296-806-45011 | Woodworking lathes. |
| HTMLPDF | 296-806-45012 | Guard cutting heads on profile lathes and swing-head lathes. |
| HTMLPDF | 296-806-45014 | Guard cutting heads on turning lathes. |
| HTMLPDF | 296-806-45016 | Guard automatic turning lathes. |
| HTMLPDF | 296-806-45018 | Guard wood lathes used for turning long pieces of stock. |
| HTMLPDF | 296-806-455 | Mechanical power presses. |
| HTMLPDF | 296-806-45502 | Make sure mechanical power presses are properly designed and constructed. |
| HTMLPDF | 296-806-45503 | Safeguarding. |
| HTMLPDF | 296-806-45504 | Safeguard presses that use unitized tooling. |
| HTMLPDF | 296-806-45506 | Protect operators from guidepost hazards. |
| HTMLPDF | 296-806-45508 | Safeguard the point of operation. |
| HTMLPDF | 296-806-45510 | Make sure point-of-operation guards are properly designed and constructed. |
| HTMLPDF | 296-806-45512 | Make sure barrier guards meet these requirements. |
| HTMLPDF | 296-806-45514 | Make sure point-of-operation devices are effective. |
| HTMLPDF | 296-806-45516 | Make sure presence-sensing devices used to safeguard the point of operation meet these requirements. |
| HTMLPDF | 296-806-45518 | Make sure pull-back devices used to safeguard the point of operation meet these requirements. |
| HTMLPDF | 296-806-45520 | Make sure restraint (holdout) devices used to safeguard the point of operation meet these requirements. |
| HTMLPDF | 296-806-45522 | Make sure two-hand control devices used to safeguard the point of operation meet these requirements. |
| HTMLPDF | 296-806-45524 | Make sure two-hand trip devices used to safeguard the point of operation meet these requirements. |
| HTMLPDF | 296-806-45526 | Provide additional safeguards when the operator puts one or both hands into the point of operation. |
| HTMLPDF | 296-806-45527 | Operations. |
| HTMLPDF | 296-806-45528 | Establish die setting procedures. |
| HTMLPDF | 296-806-45530 | Handle dies safely. |
| HTMLPDF | 296-806-45532 | Protect die setters during setup and tryout. |
| HTMLPDF | 296-806-45534 | Train press operators. |
| HTMLPDF | 296-806-45536 | Operate mechanical power presses safely. |
| HTMLPDF | 296-806-45538 | Provide tools and other means to protect press operators. |
| HTMLPDF | 296-806-45540 | Inspect and maintain presses. |
| HTMLPDF | 296-806-45542 | Make sure presses and operating practices used in the PSDI (presence sensing device initiation) mode of operation meet these requirements. |
| HTMLPDF | 296-806-460 | Mills. |
| HTMLPDF | 296-806-46002 | Meet height requirements for mill rolls. |
| HTMLPDF | 296-806-46004 | Provide mill safety controls. |
| HTMLPDF | 296-806-46006 | Follow these stopping limit requirements for mills. |
| HTMLPDF | 296-806-465 | Press brakes. |
| HTMLPDF | 296-806-46502 | Provide auxiliary safety aids on press brakes. |
| HTMLPDF | 296-806-46504 | Safeguard the point of operation on press brakes. |
| HTMLPDF | 296-806-46505 | Safe distance safeguarding. |
| HTMLPDF | 296-806-46506 | Follow this requirement when using safe distance safeguarding. |
| HTMLPDF | 296-806-46508 | Develop a safe distance safeguarding program for press brakes. |
| HTMLPDF | 296-806-46510 | Follow these requirements for safe distance training for press brakes. |
| HTMLPDF | 296-806-46512 | Require safe distance retraining for press brake operations. |
| HTMLPDF | 296-806-46514 | Conduct periodic safe distance inspections on press brakes. |
| HTMLPDF | 296-806-46516 | Supervise the safe distance program for press brakes. |
| HTMLPDF | 296-806-470 | Roll-forming and bending machines. |
| HTMLPDF | 296-806-47002 | Follow these requirements for machine initiation. |
| HTMLPDF | 296-806-47004 | Safeguard nip points of roll-forming and bending machines. |
| HTMLPDF | 296-806-475 | Sanding machines. |
| HTMLPDF | 296-806-47502 | Guard drum sanders. |
| HTMLPDF | 296-806-47504 | Guard disk sanders. |
| HTMLPDF | 296-806-47506 | Guard belt sanders. |
| HTMLPDF | 296-806-47508 | Follow these requirements for feed roll guarding. |
| HTMLPDF | 296-806-480 | Saws and cutting heads. |
| HTMLPDF | 296-806-48001 | General requirements for all saws and cutting heads. |
| HTMLPDF | 296-806-48002 | Protect employees using saws and cutting heads. |
| HTMLPDF | 296-806-48004 | Make sure saws and cutting heads are sharpened and tensioned by qualified people. |
| HTMLPDF | 296-806-48005 | General requirements for all saws. |
| HTMLPDF | 296-806-48006 | Make sure saws are safe to use. |
| HTMLPDF | 296-806-48007 | Requirements for all circular saws. |
| HTMLPDF | 296-806-48008 | Make sure all circular saws meet these requirements. |
| HTMLPDF | 296-806-48010 | Make sure circular saw gages meet these requirements. |
| HTMLPDF | 296-806-48012 | Safeguard hand-fed circular table saws. |
| HTMLPDF | 296-806-48014 | Provide kickback protection for employees using hand-fed circular table ripsaws when ripping wood products. |
| HTMLPDF | 296-806-48016 | Safeguard self-feed circular saws. |
| HTMLPDF | 296-806-48018 | Provide kickback protection for self-feed circular ripsaws when ripping wood products. |
| HTMLPDF | 296-806-48020 | Guard circular resaws. |
| HTMLPDF | 296-806-48022 | Provide spreaders for circular resaws. |
| HTMLPDF | 296-806-48023 | Requirements for specific circular saws. |
| HTMLPDF | 296-806-48024 | Protect employees from automatic saw hazards. |
| HTMLPDF | 296-806-48026 | Guard inverted swing (jump) saws. |
| HTMLPDF | 296-806-48028 | Guard miter saws. |
| HTMLPDF | 296-806-48030 | Guard radial saws. |
| HTMLPDF | 296-806-48032 | Limit the travel of radial saws. |
| HTMLPDF | 296-806-48034 | Provide kickback protection for radial saws used for ripping wood products. |
| HTMLPDF | 296-806-48036 | Guard revolving double arbor saws. |
| HTMLPDF | 296-806-48038 | Guard swing saws. |
| HTMLPDF | 296-806-48040 | Limit the travel of swing saws. |
| HTMLPDF | 296-806-48041 | Requirements for band saws and drag saws. |
| HTMLPDF | 296-806-48042 | Make sure band saws meet these requirements. |
| HTMLPDF | 296-806-48044 | Protect employees from drag saw hazards. |
| HTMLPDF | 296-806-48045 | General requirements for all cutting heads. |
| HTMLPDF | 296-806-48046 | Maintain and balance knives and cutting heads. |
| HTMLPDF | 296-806-48047 | Boring and mortising machines. |
| HTMLPDF | 296-806-48048 | Make sure boring and mortising machines meet these requirements. |
| HTMLPDF | 296-806-48049 | Chipper and hog mills. |
| HTMLPDF | 296-806-48050 | Follow these requirements for chipper mills. |
| HTMLPDF | 296-806-48052 | Follow these requirements for hog mills. |
| HTMLPDF | 296-806-48054 | Protect employees from falling into chipper and hog mills. |
| HTMLPDF | 296-806-48055 | Jointers. |
| HTMLPDF | 296-806-48056 | Make sure jointers with horizontal cutting heads meet these requirements. |
| HTMLPDF | 296-806-48058 | Guard horizontal cutting heads on hand-fed jointers. |
| HTMLPDF | 296-806-48060 | Guard vertical cutting heads on jointers. |
| HTMLPDF | 296-806-48061 | Molding, sticking and matching machines. |
| HTMLPDF | 296-806-48062 | Make sure molding, sticking and matching machines meet these requirements. |
| HTMLPDF | 296-806-48063 | Panel raisers and other similar machines. |
| HTMLPDF | 296-806-48064 | Guard hand-fed panel raisers and other similar machines. |
| HTMLPDF | 296-806-48065 | Planers. |
| HTMLPDF | 296-806-48066 | Make sure planers with a horizontal cutting head meet these requirements. |
| HTMLPDF | 296-806-48068 | Guard planers. |
| HTMLPDF | 296-806-48070 | Guard planer feed rolls. |
| HTMLPDF | 296-806-48072 | Provide kickback protection on planers running stock of varied thicknesses. |
| HTMLPDF | 296-806-48073 | Shapers. |
| HTMLPDF | 296-806-48074 | Make sure shapers meet these requirements. |
| HTMLPDF | 296-806-48075 | Tenoning machines. |
| HTMLPDF | 296-806-48076 | Guard tenoning machine feed chains and sprockets. |
| HTMLPDF | 296-806-48078 | Guard tenoning machines. |
| HTMLPDF | 296-806-48079 | Veneer machines. |
| HTMLPDF | 296-806-48080 | Guard veneer cutters and wringer knives. |
| HTMLPDF | 296-806-48082 | Guard veneer clippers. |
| HTMLPDF | 296-806-48084 | Follow these requirements for guarding guillotine cutters. |
| HTMLPDF | 296-806-48086 | Provide mechanisms to stop power-driven guillotine cutters. |
| HTMLPDF | 296-806-48088 | Prohibit riders on veneer slicer carriages. |
| HTMLPDF | 296-806-485 | Sewing machines. |
| HTMLPDF | 296-806-48502 | Guard sewing machine needles. |
DISPOSITION OF SECTIONS FORMERLY CODIFIED IN THIS TITLE
| 296-806-500 | Definitions. [Statutory Authority: RCW 49.17.010, 49.17.040, 49.17.050, and 49.17.060. WSR 04-14-028, § 296-806-500, filed 6/29/04, effective 1/1/05.] Repealed by WSR 15-24-102, filed 12/1/15, effective 1/5/16. Statutory Authority: RCW 49.17.010, 49.17.040, 49.17.050, 49.17.060. |
PDF296-806-099
Definitions.
Abrasive wheel. A grinding tool consisting of bonded abrasive grains. This includes diamond and reinforced wheels.
Adjustable barrier guard. A barrier guard with provisions for adjustment to accommodate various jobs or tooling set-ups.
Air-lift hammer. A type of gravity drop hammer in which the ram is raised for each stroke by an air cylinder. Because the length of stroke can be controlled, ram velocity, and therefore the energy delivered to the work piece, can be varied.
Antirepeat. A device that limits the machine to a single stroke if the activating means is held in the operative position.
Arbor. A rotating shaft used for mounting and transmitting torque to a cutting tool.
Authorized person. Someone the employer has given the authority and responsibility to perform a specific assignment.
Awareness barrier. A barrier device that allows more access to the hazard area, but still restricts access enough to warn of an approaching hazard.
Barricade. A barrier such as a guardrail, fence, or other framework designed to prevent employee access and exposure to a hazard.
Barrier guard. A barrier that provides a physical restriction from a hazard.
Belt conveyors. An endless belt of any material, operating over suitable pulleys to move materials placed on the belt.
Belt pole. A device used in shifting belts on and off fixed pulleys on line or countershaft where there are no loose pulleys. Belt poles are sometimes called "belt shippers" or "shipper poles."
Belt shifter. A device for mechanically shifting belts from tight to loose idler pulleys or vice versa, or for shifting belts on cones of speed pulleys.
Bench grinder. A bench mounted off-hand grinding machine with either one or two wheels mounted on a horizontal spindle.
Bending. The application of stress concentrated at specific points to permanently turn, press or force from a straight, level or flat condition to a curved or angular configuration.
Blade. A replaceable tool having one or more cutting edges for shearing, notching or coping.
Blanking. To bypass a portion of the sensing field of a presence-sensing device. The purpose is to allow objects such as tooling, feed stock, and work pieces to pass through the sensing field without sending a stop signal to the controlled machine. There are two blanking modes: Fixed and floating.
Blind hole. A hole drilled in an object, such as an abrasive wheel, that does not go all the way through the object.
Blotter. A compressible disc or washer, usually of blotting paper, plastic, cardboard, or gasket material, that is used between the wheel and the flanges to evenly distribute flange pressure on the wheel.
Board hammer. A type of gravity drop hammer where wood boards attached to the ram are raised vertically by action of contrarotating rolls, and then released. Energy for forging is obtained by the mass and velocity of the freely falling ram and the attached upper die.
Bolster plate. Plate attached to the press bed having holes, T-slots, or other means for attaching the lower die or die shoe.
Brake. Mechanism for stopping or preventing motion.
Chain conveyor. A conveyor in which one or more chains (including those with paddles or bars attached to them) move the conveyor. Specific examples of chain conveyors include drag, rolling, pusher bar, pusher chain and sliding chain conveyors.
Channel blanking. A feature that allows a safety light curtain system to be programmed to ignore objects. Also called "fixed blanking."
Chipper. A machine that cuts material into chips.
Chuck. A revolving clamp-like device used for holding and driving the work piece.
Clutch. A mechanism to couple the flywheel to the crankshaft. When engaged, it allows the driving force to be transmitted to the press slide.
Comb. See feather board.
Concurrent. Occurring at the same time.
Cone pulley. A pulley having two or more steps in a conical shape for driving machinery.
Cone and plug wheels (Types 16, 17, 18, 18R, and 19). Abrasive wheels manufactured with blind hole threaded bushings. They may be used on all surfaces except the flat mounting surface. Specific characteristics of the different cone and plug wheels are:
(a) Type 16 cones have a curved side with a nose radius.
(b) Type 17 cones have straight sides with or without a nose radius.
(c) Type 18 and 18R plug wheels are cylindrical in shape with either a square or curved grinding end.
(d) Type 19 cone wheels are a combination of cone and plug shapes.
Control system. Sensors, manual input and mode selection elements, interlocking and decision-making circuitry, and output elements of the press-operating devices and mechanisms.
Coping-notching. Where the edge or periphery of the work piece is sheared.
Counterbalance. Mechanism used to balance or support the weight of the connecting rods, slide, and slide attachments.
Cutting-off wheels. Abrasive wheels used to cut material such as masonry, pipe, etc.
Cutting tool or saw blade. A tool used on a metal sawing machine.
Cycle. The complete movement of the ram from its starting position and return to that same starting position.
Dado. A straight-sided groove, perpendicular to the face of the work piece, having a width greater than the thickness of a single saw blade.
Device. A control or attachment that is any of the following:
(a) Restrains the operator from inadvertently reaching into the hazardous area.
(b) Prevents normal or hazardous operation if any part of an individual's body is inadvertently within the hazardous area.
(c) Automatically withdraws the operator's hands, if the operator's hands are inadvertently within the hazardous area during the hazardous portion of the machine cycle.
(d) Maintains the operator or the operator's hands during the hazardous portion of the machine cycle at a safe distance from the hazardous area.
Die or dies. Tooling used in a press for shearing, punching, forming, drawing, or assembling metal or other material.
Die enclosure guard. Guard attached to the die shoe or stripper in a fixed position.
Die setter. A person who installs or removes dies from the press, and makes the necessary adjustments so the tooling functions properly and safely.
Die setting. Process of installing or removing dies, and adjusting the dies, other tooling and the safeguarding guards or devices.
Die shoe. Plate or block that a die holder is mounted on. It functions primarily as a base for the complete die assembly and, if used, is bolted or clamped to the bolster plate or the face of the slide.
Die shut height. Actual or design dimension between the mounting surfaces of a die.
Divider. A machine that mechanically divides the dough into pieces of predetermined volume or weight.
Dough sheeter. See sheeter.
Dressed. When material is removed from the cutting surfaces of an abrasive wheel to expose new sharp cutting surfaces.
Drilling/boring machine. A single or multiple spindle machine that uses a rotating cylindrical tool such as a drill, a counterboring tool, and similar tools to produce a hole, blind hole, counterbore, countersink, and similar cavities in work pieces. A work support means is provided to feed the tool into the work piece or the work piece into the tool.
Dross. Waste product or impurities formed on the surface of molten metal.
Dump bin and blender. That part of the flour handling system where the containers of flour are emptied.
Face of the slide. Surface of the slide to which the punch or upper die is generally attached.
Feather board/comb. A work-guiding and hold-down device consisting of stock with a series of spring-like fingers along the edge, set and positioned at an angle to the work piece.
Feeding. Placing material in or removing it from the point of operation.
Fence. A device used to locate and guide a work piece relative to the cutting tool.
Fixed barricade. A guard attached to a fixed surface used to enclose a hazardous area and prevent employees from placing any part of their body into the point of operation.
Fixed barrier guard. A guard attached to the frame, bolster, or other surface to enclose all or part of the point of operation or other hazard area.
Fixed blade. A stationary blade having one or more cutting edges.
Fixed blanking. A feature that allows a safety light curtain system to be programmed to ignore objects. Also called "channel blanking."
Fixture/jig. A device used to locate, hold, or clamp one or more work pieces in a desired position.
Flanges. Collars, discs, or plates between or against which wheels are mounted. There are four types of flanges:
(a) Adaptor.
(b) Sleeve.
(c) Straight relieved.
(d) Straight unrelieved.
Floating blanking (floating window). A feature that allows a safety light curtain system to be programmed to ignore the interruption of one or two beams within the light curtain. This allows the feeding of an object through the defined area at any point along the length of the curtain without causing it to produce a stop signal.
Floorstand grinder. A floor mounted, off-hand grinding machine with one or two wheels mounted on a horizontal spindle. The wheels are normally twenty-four inches or thirty inches in diameter and used for snagging operations.
Forging. Metal formed to a desired shape by impact or pressure in hammers, forging machines (upsetters), presses, rolls, and related forming equipment.
(a) Forging hammers, counterblow equipment, and high-energy-rate forging machines impart impact to the work piece, while most other types of forging equipment impart squeeze pressure in shaping the stock.
(b) Some metals can be forged at room temperature, but the majority of metals are made more plastic for forging with heat.
(c) Forged or drop forged parts are much stronger than poured or cast parts from foundries.
Forging presses. A class of forging equipment where the shaping of metal between dies is performed by mechanical or hydraulic pressure and usually is accomplished with a single workstroke of the press for each die station.
Full revolution clutch. Type of clutch that, when engaged, cannot be disengaged until the press has completed a single cycle (stroke).
Gage. See miter gage.
Gap (throat). An opening or recess in the frame of the machine to permit positioning of material or work pieces.
Gate or movable barrier device. Safeguarding device that encloses the point of operation before press motion can be initiated.
Guard. A barrier that does at least one of the following:
(a) Prevents the hands or other body part from reaching through, over, under, or around the guard into the hazard area.
(b) Prevents objects or debris from falling onto or being ejected towards an employee.
Guard (abrasive wheels). An enclosure designed to restrain the pieces of an abrasive wheel and furnish protection to the operator if the wheel is broken during operation.
Guidepost. The pin attached to the upper or lower die shoe. It operates within the bushing on the opposing die shoe to maintain the alignment of the upper and lower dies.
Hazard. A condition that could cause physical harm to a person.
Hazard area. An area or space that poses an immediate or impending physical hazard.
Hog. A machine used for cutting or grinding slabs and other coarse residue from the mill.
Horizontal lathe. A turning machine in which the work piece revolves about a horizontal axis. While the work is revolving, it is being shaped by cutting tools working either parallel to the axis of the work or at an angle to the axis of the work.
Idler (pulley). A pulley or roller on a shaft that presses against or rests on a drive belt to guide it or take up slack.
Inch. Die setting mode that engages the driving clutch so a small portion of one cycle (stroke) occurs, depending upon the length of time the operator control is held actuated.
Indirect recirculating ovens. Ovens that are equipped with a gas-tight duct system, a furnace, and a circulating fan.
(a) Combustion gases are circulated through this enclosed system and mixed with fresh combustion gases generated by the burner in the combustion chamber.
(b) A vent or overflow removes a portion of the gases to make room for the fresh gases added by the burner.
(c) No unburned gases or products of combustion enter the baking chamber.
Interlocked barrier guard. Barrier attached to the press frame and interlocked with the press control system so the press stroke cannot be started normally unless the guard, or its hinged or movable sections, enclose the point of operation.
Inverted swing and jump saws. Saws with a saw blade starting position below the table, where the blade must travel through the horizontal plane of the tabletop to make the cut on the stock.
Ironworker. A machine with multiple workstations at which various operations may be performed singly or simultaneously, including but not limited to:
(a) Punching;
(b) Shearing;
(c) Notching;
(d) Coping; and
(e) Forming.
Jig. See fixture.
Jog. Die setting mode where intermittent motion is imparted to the slide by momentary operation of the drive motor after the flywheel is at rest and the clutch is engaged.
Jointer. A machine that has a cylindrical cutter head with more than one knife or cutting edge. It has an adjustable in-feed means of work support, or an adjustable cutter head or knives, as well as a fence or other work piece guide.
Jump saw. A machine that utilizes a means of work support and hold down, and has a powered arbor on an arm that pivots about a point located behind the saw arbor at approximately the same height. At rest position the saw blade is below the work piece. See inverted swing and jump saws.
Kerf. The slot made by a saw blade as it saws through a work piece.
Kickback. The uncontrolled propulsion or self-feed type action of a work piece in the direction of the rotation or travel of the working portion of the saw, cutting tool, sanding belt, or sanding head.
Live roller conveyor. A series of rollers with objects moving over them through power to all or some of the rollers. The power is usually transmitted by a belt or chain.
Mandrel. Tooling or a machine component used to provide internal support. It can be a spindle or shaft on which a tool is mounted, such as a drill bit.
Manlift. A device consisting of a power-driven endless belt moving in one direction only, and provided with steps or platforms and handholds attached to it for the transportation of personnel from floor to floor.
Manual feeding. The operator puts material or the part being processed into the press for each cycle (stroke).
Maximum exposure angle. The largest part of a wheel that does not need to be covered by a safety guard.
Miter gage. A device used as a work piece pusher, guided by a table groove.
Miter saw. A cutoff saw with a means of work support. It utilizes a powered arbor on an arm that pivots about a point located behind the saw arbor at approximately the same height. The saw arbor may also slide vertically. In the at-rest position, the saw blade is above the maximum capacity work piece.
Mode. The state or condition of the control system that allows specific operations of the machine.
Modified Types 6 and 11 wheels (terrazzo). Similar to Type 6 "straight cup" wheels and Type 11 "flaring cup" wheels except for the bottom of the cup. The bottom of the cup is flat in Type 6 and 11 wheels. The modified wheels have bottoms that are sloped downwards towards the mounting hole. These modified wheels need to be mounted using a special tapered flange furnished by the tool manufacturer. These wheels are used in the terrazzo trade.
Molding machine. A machine that uses more than one arbor-mounted cylindrical, rotating cutting tool. It also uses power feeding, where once a work piece is engaged, it carries the work piece linearly through the balance of the intended operations, without further operator action. Operations can be performed on all surfaces of a work piece. Work pieces can be hopper- or hand-loaded and are fed ribbon-style into the machine.
Mortiser. A machine designed to produce a square or rectangular cavity through use of a moving, forming, or reciprocating tool. Means are provided to clamp and support the stock, and either move the stock into the tool or the tool into the stock.
Moulder. A machine in which the dough pieces are shaped and formed prior to final proofing.
Mounted wheels. Bonded abrasive wheels of various shapes, usually two inches diameter or smaller, that are secured to plain or threaded steel shafts or mandrels.
Movable barrier device. See gate or movable barrier device.
Nip-point belt and pulley guard. A guard that encloses the pulley and has rounded or rolled edge slots for the belt to pass through.
Off-hand grinding. Grinding of a work piece that is held in the operator's hand.
Overland conveyor. A single or series of belt conveyors designed to carry bulk material long distances, usually following the general contour of the land.
Part revolution clutch. Type of clutch that can be disengaged before the press slide completes a full stroke.
Pedestal grinder. An off-hand grinding machine similar to a bench grinder mounted on or otherwise attached to a floor-mounted pedestal.
Pinch point. Any point, other than the point of operation, where it is possible for a part of the body to be caught between moving parts or between a moving part and stationary one.
Planer. A machine with at least one cylindrical cutter head, that includes one or more inserted knife or cutting edge. A planer has a cutter head mounted over a means of work support. It also uses either an adjustable work support or cutter head to size the stock. The work piece is usually power-fed.
Point of operation. The area on a machine where work is actually performed upon the material being processed.
Power-driven hammers. Types of drop hammers in which the ram is raised for each stroke by a double-action steam, air, or hydraulic cylinder, and the energy delivered to the work piece is supplied by the velocity and weight of the ram and attached upper die driven downward by steam, air, or hydraulic pressure. Energy delivered during each stroke may be varied.
Power transmission parts. The mechanical components of a piece of equipment that, together with a source of power (sometimes referred to as a prime mover), provide the motion to a part of a machine or piece of equipment.
Presence-sensing device. A device that creates a sensing field, area, or plane to detect the presence of an individual or object.
Presence-sensing device initiation (PSDI). Operating mode of a mechanical power press where a single cycle (stroke) is initiated by a presence-sensing device when it senses that the operator has finished feeding or removing parts and all parts of the operator's body are withdrawn from the sensing field of the device.
Pull-back device. A device attached to the operator's hands and connected to the upper die or slide of the press that will pull the operator's hands out of the point of operation as the dies close.
Push block. A nonmetallic device with one or more handles. A push block also has a flat bottom surface with either a heel or friction material on it, used as a hold-down and feed device. The purpose of this is to provide a safe distance between the hands and the cutting tool.
Pusher-bar conveyor. Two endless chains cross-connected at intervals by bars or pushers that propel the load along the bed or trough.
Push stick. A nonmetallic stick shaped device designed to provide a safe distance between the hands and the cutting tool. It has, as part of its design, a notched end with a heel and toe to hold down and feed the work piece past the cutting tool.
Racks. Carriers of pans, panned dough and bakery products. They are usually constructed of metal and mounted on casters or provided with trolleys for use on a monorail system.
Reinforced wheels. Organic bonded abrasive wheels which have webbing, fabric or filament to provide resistance to complete breaking of the wheel should it become cracked or damaged.
Repeat. An unintended or unexpected successive stroke of the press resulting from a malfunction.
Restraint device. A device with attachments for the operator's hands and wrists that prevent the operator from reaching into the hazardous area.
Return-belt idlers. A roller that supports the return run of the conveyor belt.
Ripping. A sawing operation made through the thickness of the work piece with the grain of natural wood, along the long dimension of a rectangular work piece, and usually parallel to that edge on reconstituted wood products. Two or more pieces result from the operation.
Rivet-making machines. The same as upsetters and bolt-headers when producing rivets with stock diameter of one inch or more.
Riving knife. See spreader.
Safeguarding by distance. Employees are kept far enough from a hazard that they will not contact or be injured by the hazard.
Safeguarding by location. Because of its location, no employee can inadvertently come in contact with a hazard during operation, maintenance, or servicing.
Safeguarding device. See device.
Safety block. A prop inserted between the upper and lower dies or between the bolster plate and the face of the slide to prevent the slide from falling of its own weight.
Safety cylinder. This safety device may be of the direct cushion type integral with the main cylinder or it may be of the separate cushion type whereby a constant supply of live steam or air is applied behind a separate piston adjacent to the main cylinder. A spring, suitably constrained, may also be employed.
Safety cylinder head. An air cushion at the top of the hammer, just below the head, to protect the head from damage by the piston.
Scale. Any layer or leaf of metal resembling the scale of a fish in size and thinness; such as a scale of iron.
Screw conveyor. A screw or auger that revolves in a suitably shaped trough or casing, used to move material in one specific direction.
SFPM. See surface feet per minute.
Shaper. A machine that uses one or more vertical spindles that are either fixed or able to be tilted, usually with an arbor mounted rotating cylindrical cutter, to form decorative or functional forms on a manually or power-fed work piece. The work piece is supported on a stationary or moving table. A guide, fixture, or template is used to control the operation. The spindle can be mounted above or below the work support means.
Sheeter. A machine that forms dough into a sheet by compression through one or more sets of driven rolls.
Sifter. A device that sifts flour. Sifter types are brush, oscillating, or vibrating.
Single stroke mechanism. Used on a full revolution clutch to limit the travel of the slide to one complete stroke at each engagement of the clutch.
Slat and roller slat conveyor. A conveyor employing one or more endless chains to which nonoverlapping, noninterlocking, spaced slats are attached.
Slide. Part of the press that moves back and forth in a straight line. Also called a ram, plunger, or platen.
Snagging. Grinding which removes relatively large amounts of material without regard to close tolerances or surface finish.
Spreader. A flat metal device slightly narrower than the saw kerf. It is designed to prevent the saw blade kerf in the work piece from closing on the sides of the blade during a sawing operation.
Steam hammers. A type of drop hammer where the ram is raised for each stroke by a double-action steam cylinder and the energy delivered to the work piece is supplied by the velocity and weight of the ram and attached upper die driven downward by steam pressure. Energy delivered during each stroke may be varied.
Stripper. A mechanism or die part for removing parts or material from the punch.
Surface feet per minute (SFPM). A measure of the speed of a point on the periphery (outer edge) of an abrasive wheel. It is calculated using the formula:
SFPM = .262 x diameter of the wheel (in inches) x RPM (revolutions per minute)
Example:
Wheel diameter = 24 inches
Spindle speed = 1000 RPM
SFPM = .262 x 24 x 1000 = 3,144 SFPM
Sweep device. A single or double arm (rod) attached to the upper die or slide of the press that is designed to move the operator's hands to a safe position as the dies close. Sweep devices are not allowed for point-of-operation safeguarding.
Swing saw/overhead swing cutoff saw. A machine with a means of work support using a powered arbor and circular saw blade that pivots about a point located above the saw arbor.
Tenoning machine. A machine designed to use two or more cylindrical cutters, or one or two circular saws, to size or prepare (or both) the ends of a work piece. The work piece is supported on a table or conveying means. A means for clamping the work piece is provided.
Terrazzo. A material of stone chips, such as marble, set in mortar and polished.
Threaded hole wheels. Abrasive wheels that have one central threaded bushing, securely anchored in place. They are mounted by being screwed onto a threaded machine spindle so that the wheel back seats firmly against an unrelieved flat back flange.
Tongs. Metal holder used to handle hot or cold forgings.
Tongue guard. An integral part of a safety guard that is located where the upper exposed part of the abrasive wheel meets the safety guard. It can be adjusted as necessary to maintain a set distance from the constantly decreasing diameter of the wheel.
Tooling. Elements for guiding or imparting a desired configuration to the material.
Top grinding. Grinding done above the horizontal centerline of the wheel.
Towed conveyor. An endless chain supported by trolleys from an overhead track or running in a track on the floor with means for towing floor-supported trucks, dollies, or carts.
Trimming presses. A class of auxiliary forging equipment that removes flash (metal splash) or excess metal from a forging. This trimming operation can also be done cold, as in can coining, a product-sizing operation.
Trip (or tripping). Momentary actuation of the activating control to initiate the cycle (stroke).
Trued. When the cutting surfaces of an abrasive wheel have been reshaped to expose new sharp cutting surfaces.
Turnover bar. A bar used in die setting to manually turn the crankshaft of the press.
Two-hand device. A device that requires the concurrent use of both of the operator's hands to both initiate and continue the machine cycle during the hazardous portion of the machine cycle.
Two-hand trip device. A device that requires concurrent operation of the trip controls or levers by the operator's hands to initiate the machine cycle.
Type A movable gate. A device that encloses the hazardous area when the machine cycles and does not open until the end of the cycle.
Type B movable gate. A device that encloses the hazardous area when the machine cycles and opens when hazardous motion of the cycle is over. Type B devices are not allowed on full revolution type machinery.
Type 1 wheel. An abrasive wheel shaped like a disc with a mounting hole in the middle. Sometimes called a "straight wheel." It has diameter (D), thickness (T), and hole size (H) dimensions. Grinding is normally done on the periphery (outside curve) of the wheel (T dimension). Can be used for grinding, cutting-off, and tuck pointing.
Type 2 wheel. An abrasive wheel shaped like an open-ended, hollow cylinder. Sometimes called a cylinder wheel. It has diameter (measured from the outer wall of the cylinder), wheel thickness (height of the cylinder), and rim thickness (thickness of the cylinder wall). Grinding is done on the end of the cylinder (rim thickness dimension).
Type 6 wheel. An abrasive wheel shaped like a straight-sided cup or bowl with a mounting hole in the bottom of the cup. Sometimes called a "cup wheel." It has diameter (D), thickness (T), hole size (H), rim thickness (W), and back thickness (E) dimensions. Grinding is normally done on the cup rim (W dimension).
Type 11 wheel. An abrasive wheel shaped like a cup or bowl with a mounting hole in the bottom of the cup. The sides of the cup are not straight-sided but are angled outward. Sometimes called a "flaring cup wheel" since the sides are "flared" out. It has double diameter dimensions (top D and bottom J). It also has thickness (T), hole size (H), rim thickness (W) and back thickness (E) dimensions. Grinding is normally done on the cup rim (W dimension).
Type 16, 17, 18, 18R, and 19 wheels. See cone and plug wheels.
Type 27 wheel. An abrasive wheel similar to a Type 1 wheel, but the center of the wheel around the mounting hole is pushed back (depressed). Sometimes called a "depressed center" wheel. It has diameter (D), thickness (U) and hole size (H) dimensions. The depressed center allows grinding on the flat surface of the wheel without interference from the flange or mounting hardware.
Type 27A cutting-off wheel. Similar to a Type 27 wheel. Specifically designed for use on cutting-off machines.
Type 28 wheel. An abrasive wheel similar to a Type 27 wheel, but the face of the wheel is angled upward and away from the mounting hole. The face of a Type 27 wheel is flat and perpendicular to the mounting hole. A Type 28 wheel is also called a "depressed center" wheel. It has diameter (D), thickness (U) and hole size (H) dimensions. The depressed center allows grinding without interference from the mounting. A Type 28 wheel has a saucer-shaped grinding rim and is designed for corner grinding and side grinding.
Type 29 wheel. An abrasive wheel that has reversed, saucer-shaped grinding rims (similar to a partially opened umbrella).
Unitized tooling. A die that has the upper and lower members incorporated into a self-contained unit that holds the die members in alignment.
Upsetters (or forging machines, or headers). A type of forging equipment, related to the mechanical press, in which the main forming energy is applied horizontally to the work piece that is gripped and held by prior action of the dies.
Wood products. Wood products include wood and reconstituted wood products that generate chips or dust in the processing of a wood piece.
PDF296-806-100
Scope.
Machines and their moving parts create the potential for workplace injuries. Installed and used properly safeguards can protect workers by helping to reduce or control machine hazards.
This chapter applies if you have machines or machine operations in your workplace. For requirements on hand-held tools go to Portable power tools, chapter 296-807 WAC.
PDF296-806-200
Requirements for all machines.
Summary
This section applies to all machines in your workplace. It is organized into the following four categories:
(1) General requirements.
(2) Safeguarding requirements.
(3) Safeguarding methods.
(4) Requirements for specific machine hazards.
Reference: | In addition to the requirements in this section, you need to refer to the following sections of this chapter in order to determine if additional requirements are listed for machines or operations in your workplace: |
1. Additional requirements for some machines and machine operations, WAC 296-806-400. | |
2. For requirements that apply to hand-held tools, see Portable power tools, chapter 296-807 WAC. |
Your responsibility:
To protect employees from machine hazards in your workplace.
GENERAL REQUIREMENTS
workplace
You must meet the requirements... | in this section: |
Secure machines designed to stay in one place | WAC 296-806-20002 |
Protect employees from slipping hazards around machinery | WAC 296-806-20004 |
Arrange work areas to avoid creating hazards | WAC 296-806-20006 |
PDF296-806-20002
Secure machines designed to stay in one place.
You must make sure machines designed to stay in one place are secured so they will not move or change position during use.
EXEMPTION: | Machines that have either rubber feet or foot pads made of nonskid (high coefficient of friction) or similar vibration dampening materials do not have to be secured as long as the machine will not tip, fall over, or walk (move). |
PDF296-806-20004
Protect employees from slipping hazards around machinery.
You must make sure employees working around dangerous machines are protected from slipping on smooth, oily, or otherwise slippery floors by providing one of the following types of floor covering:
(1) Nonslip matting.
(2) Grating.
(3) Nonslip composition flooring.
(4) Some other effective floor treatment.
Reference: | For additional requirements about housekeeping, personal protective equipment (PPE), and work practices, see the Safety and health core rules, chapter 296-800 WAC. |
PDF296-806-20006
Arrange work areas to avoid creating hazards.
(1) You must make sure work areas around machinery are designed with enough space so each operator:
(a) Can clean and handle material without interference from other workers or machines.
(b) Does not have to stand in the way of passing traffic.
(2) You must provide enough space so employees can bring in and remove materials safely.
Reference: | For requirements that apply to Aisles and passageways, see WAC 296-24-73505. |
PDF296-806-20007
Machine controls and operations.
You must meet the requirements… | in this section: |
Make sure operating controls meet these requirements | WAC 296-806-20008 |
Protect employees from unintentional machine operation | WAC 296-806-20010 |
Make sure emergency stop controls meet these requirements | WAC 296-806-20012 |
Control machine vibration | WAC 296-806-20014 |
Prevent overspeed conditions | WAC 296-806-20016 |
Make sure hand feeding and retrieval tools meet these requirements | WAC 296-806-20018 |
Protect employees who are adjusting or repairing machinery | WAC 296-806-20020 |
PDF296-806-20008
Make sure operating controls meet these requirements.
EXEMPTION: | This rule does not apply to constant pressure controls used only for setup. |
(1) You must make sure each machine has a control that both:
(a) Stops the machine; and
(b) Can be reached by the operator without leaving the operator's position.
(2) You must make sure the operator can easily reach all machine controls without reaching into a hazard area of the machine.
PDF296-806-20010
Protect employees from unintentional machine operation.
(1) You must make sure foot-operated controls are located or guarded so that unintentional movement to the "on" position is unlikely.
(2) You must make sure machines will not automatically restart when power is restored after a power failure, if restarting would create a hazard for employees.
Note: | Operating controls can be protected from unintentional movement by methods such as covers on foot treadles and collars around machinery start buttons. |
PDF296-806-20012
Make sure emergency stop controls meet these requirements.
You must make sure emergency stop controls, if required, meet all the following:
(1) Are red in color.
(2) Are easily reached from the operator's normal work position.
(3) Are kept in a good working condition.
(4) Have to be manually reset before a machine can be restarted.
PDF296-806-20014
Control machine vibration.
You must prevent excessive machine vibration that could create a hazard to employees.
PDF296-806-20016
Prevent overspeed conditions.
You must operate tools and equipment within their rated speed.
Note: | Actions that could cause an overspeed condition include: |
1. Installing a more powerful motor. | |
2. Changing or increasing the power source. | |
3. Changing attachment size or type, such as a blade or wheel. | |
The attachment speed (rpm) and motor speed (rpm) should match. |
PDF296-806-20018
Make sure hand feeding and retrieval tools meet these requirements.
You must make sure hand feeding and retrieval tools:
(1) Are suitable for the work to be done.
(2) Do not create a hazard when used.
(3) Are of a size and shape that will keep the operator's hands outside the hazardous area.
(4) Are constructed so they will not shatter if they come in contact with the machine tool or tooling.
Note: | Hand feeding and retrieval tools, such as push sticks or push blocks, can not be used instead of required safeguarding, unless a specific machine requirement allows it. |
PDF296-806-20020
Protect employees who are adjusting or repairing machinery.
EXEMPTION: | This rule does not apply if the machine has to be in motion to properly adjust it. |
You must make sure power-driven machinery is completely stopped before either:
(1) Making adjustments or repairs; or
(2) Removing material or refuse from the machine.
Reference: | For requirements about maintaining and servicing machinery where the unexpected start-up, energization, or release of stored energy could injure an employee are in Lockout/tagout (control of hazardous energy), chapter 296-803 WAC. |
PDF296-806-20021
Power transmission parts.
You must meet the requirements… | in this section: |
Keep power transmission equipment in good working condition | WAC 296-806-20022 |
Inspect power transmission parts | WAC 296-806-20024 |
Protect employees lubricating moving machinery | WAC 296-806-20026 |
PDF296-806-20022
Keep power transmission equipment in good working condition.
(1) You must make sure power transmission parts are kept in good working condition at all times.
(2) You must keep bearings free from lost motion and well lubricated.
PDF296-806-20024
Inspect power transmission parts.
You must inspect power transmission parts at least once every sixty days to make sure that all:
(1) Safeguarding meets the requirements of this chapter.
(2) Parts are in proper alignment.
(3) Bolts and screws that hold power transmission parts together or support the system are tight.
PDF296-806-20026
Protect employees lubricating moving machinery.
(1) You must protect employees who lubricate moving machinery by:
(a) Providing tools, such as oil cans or grease guns, that have spouts or necks that are long enough to keep the employees' hands out of hazardous areas.
(b) Requiring employees to wear closely fitted clothing.
Note: | Things such as clothing, hair, and jewelry can get caught in machinery and be a hazard on the job. |
(2) You must make sure drip cups and pans are securely fastened to the machinery.
PDF296-806-20027
Safeguarding requirements.
You must meet the requirements… | in this section: |
Safeguard employees from the point of operation | WAC 296-806-20028 |
Safeguard employees from nip or shear point hazards | WAC 296-806-20030 |
Safeguard employees from rotating or revolving parts | WAC 296-806-20032 |
Safeguard employees from reciprocating or other moving parts | WAC 296-806-20034 |
Safeguard employees from flying objects | WAC 296-806-20036 |
Safeguard employees from falling objects | WAC 296-806-20038 |
Safeguard employees from moving surfaces with hazards | WAC 296-806-20040 |
PDF296-806-20028
Safeguard employees from the point of operation.
Important:
If a specific safeguarding method in this chapter is required for machinery or machine parts found in your workplace, follow the specific requirement.
In the absence of a specific safeguarding method required by this or some other chapter, you need to choose a method or combination of methods from the safeguarding requirements found in Safeguarding methods, WAC 296-806-20042 through 296-806-20058. Examples of safeguarding methods include:
1. Guards.
2. Devices.
3. Safeguarding by distance.
4. Safeguarding by location.
You must protect employees from hazards created by the point of operation by using one or more safeguarding methods.
PDF296-806-20030
Safeguard employees from nip or shear point hazards.
You must protect employees from hazards created by nip or shear points by using one or more safeguarding methods.
PDF296-806-20032
Safeguard employees from rotating or revolving parts.
You must protect employees from hazards created by rotating or revolving parts by using one or more safeguarding methods.
PDF296-806-20034
Safeguard employees from reciprocating or other moving parts.
You must protect employees from hazards created by reciprocating or other moving parts by using one or more safeguarding methods.
PDF296-806-20036
Safeguard employees from flying objects.
You must protect employees from hazards created by flying objects, including chips, sparks, and fluids by using one or more safeguarding methods.
PDF296-806-20038
Safeguard employees from falling objects.
You must protect employees from hazards created by falling objects by using one or more safeguarding methods.
PDF296-806-20040
Safeguard employees from moving surfaces with hazards.
You must safeguard employees from hazards created by moving surfaces with hazards such as sharp edges, burrs, and protruding nails and bolts.
PDF296-806-20041
Safeguarding methods.
Guards
You must meet the requirements… | in this section: |
Make sure guards meet these requirements | WAC 296-806-20042 |
PDF296-806-20042
Make sure guards meet these requirements.
(1) You must make sure guards do not create additional hazards such as sharp edges or pinch points between the guard and moving machine parts.
(2) You must make sure guards are:
(a) Made of durable materials.
(b) Strong enough to withstand the forces to which they are exposed.
(c) Securely fastened to the machine, if possible, or to the building structure if they cannot be attached to the machine.
(3) You must make sure guards protect employees by doing both of the following:
(a) Preventing hands or other body parts from reaching through, over, under, or around the guard into the hazard area; and
(b) Preventing objects or debris from falling onto or being thrown towards an employee.
(4) You must make sure barrier guards:
(a) Are properly installed, adjusted, and maintained.
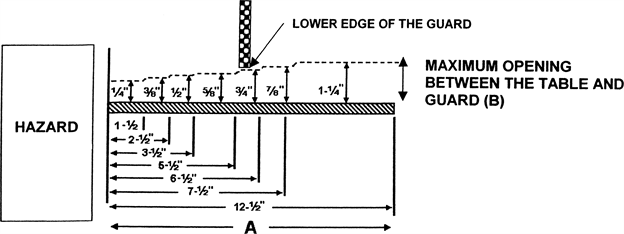
(b) Have no opening at any point larger than shown in Table 200-1, Largest Allowable Guard Opening.
Reference: | Metal cutting shears are allowed to be guarded with properly applied awareness barrier safeguarding as described in ANSI B11.4-1993, Sections 6.3.3. |
Table 200-1
Largest Allowable Guard Opening (inches)
If the distance (A) from hazard to the guard is: | Then the opening (B) in the guard or between the table and the guard can not be greater than: | ||
1/2 to 1 1/2 | 1/4 | ||
1 1/2 to 2 1/2 | 3/8 | ||
2 1/2 to 3 1/2 | 1/2 | ||
3 1/2 to 5 1/2 | 5/8 | ||
5 1/2 to 6 1/2 | 3/4 | ||
6 1/2 to 7 1/2 | 7/8 | ||
7 1/2 to 12 1/2 | 1 1/4 | ||
12 1/2 to 15 1/2 | 1 1/2 | ||
15 1/2 to 17 1/2 | 1 7/8 | ||
17 1/2 to 31 1/2 | 2 1/8 | ||
Over 31 1/2 | 6 | ||
This diagram illustrates the information found in Table 200-1. The size of the opening in the guard, or between the bottom edge of the guard and the feed table is small enough to prevent any part of the operator's body from reaching the hazardous area.
Illustration #1 - Distance from hazard to Guard (A)
 |
PDF296-806-20043
Devices.
You must meet the requirements… | in this section: |
Make sure devices meet these requirements | WAC 296-806-20044 |
Make sure light curtains meet these requirements | WAC 296-806-20046 |
Make sure pressure-sensitive mats meet these requirements | WAC 296-806-20048 |
Make sure restraint or pullback devices meet these requirements | WAC 296-806-20050 |
Make sure two-hand devices meet these requirements | WAC 296-806-20052 |
Make sure devices used with barrier guards meet these requirements | WAC 296-806-20054 |
PDF296-806-20044
Make sure devices meet these requirements.
You must make sure devices used to safeguard employees do either of the following:
(1) Stop the motion of a moving part before an employee comes in contact with it and has to be manually reset before machines can be restarted; or
(2) Be designed and constructed to prevent the operator from having any part of their body in the danger zone during the hazardous part of the operating cycle.
Reference: | For more information on installation of safety devices, see Performance criteria for safeguarding, ANSI B11.19-2003. |
PDF296-806-20046
Make sure light curtains meet these requirements.
Important:
All devices must meet the general requirements for devices found in, Make sure devices meet these requirements, WAC 296-806-20044.
(1) You must make sure light curtains, when used:
(a) Respond to the presence of an operator's hand, other body part, or a work piece.
(b) Have indicators that are easily seen by the operator showing when the device is functioning or has been bypassed.
Note: | Even if a shiny reflective object or work piece is used with a light curtain or other electro-optical device, it should still respond to the operator's hand or other body part. |
(2) You must make sure only authorized persons can make the following adjustments to light curtains:
(a) Variations in operating conditions.
(b) Fixed or channel blanking.
(c) Floating blanking (sometimes referred to as floating channel or floating window features).
(3) You must safeguard access to the point of operation that is not protected by light curtains.
Reference: | For more information on light curtains and their requirements, see Performance criteria for safeguarding, ANSI B11.19-2003 |
PDF296-806-20048
Make sure pressure-sensitive mats meet these requirements.
Important:
All devices must meet the general requirements for devices found in, Make sure devices meet these requirements, WAC 296-806-20044.
You must make sure pressure-sensitive mats:
(1) Detect the presence or absence of the operator or others.
(2) Send the stop command and prevent successive machine cycles if any single component fails.
(3) Are connected with the machine control system so the device's stop signal immediately stops action of the machine tool and requires use of the start control before the machine can begin another cycle.
(4) Are located so that the operator cannot reach the recognized hazard before hazardous motion has stopped.
(5) Have an indicator easily seen by the operator that shows the mat is operating.
PDF296-806-20050
Make sure restraint or pullback devices meet these requirements.
Important:
All devices must meet the general requirements for devices found in, Make sure devices meet these requirements, WAC 296-806-20044.
You must make sure restraint or pullback devices:
(1) Prevent the operator from reaching into the point of operation or withdraw the operator's hands from the point of operation before motion of the machine creates a hazard.
(2) Have fasteners, pins, and other items used to secure and maintain the setting of the device applied in a way that minimizes loosening, slipping, or failure during use.
(3) Are worn inside gloves, if used, so if a glove becomes trapped inside a machine or tool, the device can still remove the operator's hand from the hazard area.
PDF296-806-20052
Make sure two-hand devices meet these requirements.
Important:
All devices must meet the general requirements for devices found in, Make sure devices meet these requirements, WAC 296-806-20044.
You must make sure two-hand devices:
(1) Protect each hand device against accidental operation.
(2) Require simultaneous operation of both hand devices to begin the cycle, including the first cycle (automatic mode).
(3) Are provided with an antirepeat feature when used in single cycle mode.
(4) Have a set of devices for each operator if more than one needs to be safeguarded.
(5) Are located far enough from the nearest hazard so the operator cannot reach the hazard before hazardous motion stops.
Reference: | For more information on proper installation of safety devices, see Performance criteria for safeguarding, ANSI B11.19-2003. |
PDF296-806-20054
Make sure devices used with barrier guards meet these requirements.
Important:
All devices must meet the general requirements for devices found in, Make sure devices meet these requirements, WAC 296-806-20044.
(1) You must make sure movable barrier devices:
(a) Return to the open position if they encounter an obstruction while enclosing the hazardous area.
(b) Are designed so the operator or others cannot reach the hazard by reaching over, under, around or through the device when it is in the closed position.
(2) You must make sure interlocks used with barrier guards do all of the following:
(a) Stop hazardous motion of machines when interlocks are open.
(b) Are not easily bypassed.
(c) Are designed and installed so that closing the interlocks will not cause a hazard to employees.
PDF296-806-20055
Distance.
You must meet the requirements… | in this section: |
Make sure safeguarding by distance meets these requirements | WAC 296-806-20056 |
Make sure guardrails used for safeguarding meet these requirements | WAC 296-806-20058 |
PDF296-806-20056
Make sure safeguarding by distance meets these requirements.
You must make sure means used to safeguard by distance do both of the following:
(1) Prevent parts or material from falling on employees below; and
(2) Separate employees on fixed ladders, stairs, floors, or other walking or working surfaces from the hazard by:
(a) More than seven feet vertically; or
(b) A horizontal distance that prevents employees from contacting or being injured by the hazard according to the distances in Table 200-2.
Table 200-2 helps you identify either the required horizontal distance from the hazard to the barricade (B), or the required height of the barricade (C), as long as you know A and either variable, B or C.
Table 200-2
Safe Distances for Fixed Barricades (B)
Height of the Hazard (A) | Height of the Barricade (C) | |||||||
96 | 86 | 78 | 71 | 63 | 55 | 48 | 40 | |
96 | 0 | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
86 | . . . . | 10 | 14 | 16 | 20 | 20 | 24 | 24 |
78 | . . . . | . . . . | 14 | 20 | 24 | 28 | 36 | 43 |
71 | . . . . | . . . . | . . . . | 24 | 36 | 36 | 40 | 43 |
63 | . . . . | . . . . | . . . . | 20 | 36 | 36 | 40 | 51 |
55 | . . . . | . . . . | . . . . | 4 | 32 | 36 | 40 | 51 |
48 | . . . . | . . . . | . . . . | . . . . | 20 | 36 | 40 | 55 |
40 | . . . . | . . . . | . . . . | . . . . | 12 | 36 | 40 | 55 |
32 | . . . . | . . . . | . . . . | . . . . | . . . . | 24 | 36 | 51 |
24 | . . . . | . . . . | . . . . | . . . . | . . . . | . . . . | 20 | 48 |
16 | . . . . | . . . . | . . . . | . . . . | . . . . | . . . . | 12 | 48 |
8 | . . . . | . . . . | . . . . | . . . . | . . . . | . . . . | 8 | 43 |
Note: | The height and distance requirements of Table 200-2 are designed to safeguard workers from a fixed hazard. If a hazard involves flying chips, fluids, parts or materials, the barrier height, distance, and construction may need to be adjusted to provide adequate protection. |
Illustration 2 - How to measure variables for Table 2
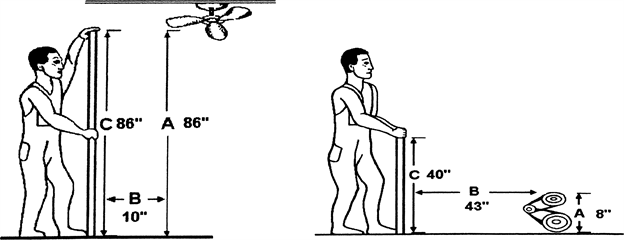 |
Examples:
(1) If the height of the hazard (A) is seventy-eight inches, and the horizontal distance from the hazard to the barricade (B) is fourteen inches, the required height of the barricade (C) is seventy-eight inches.
(2) If the height of the hazard (A) is eighty-six inches, and the height of the barricade (C) is fifty-five inches, then the required horizontal distance from the hazard to the barricade (B) is twenty inches.
PDF296-806-20058
Make sure guardrails used for safeguarding meet these requirements.
Note: | Guardrails may be used to safeguard: |
1. Flywheels. | |
2. Cranks and connecting rods. | |
3. Tail rods and extension piston rods. | |
4. Horizontal belts in a power generating room. | |
5. Clutches, cutoff couplings, or clutch pulleys in an engine room occupied only by an attendant. | |
6. Power transmission parts on a runway used only for oiling, maintenance, running adjustment, or repair work. |
(1) You must make sure top rails are:
(a) Smooth-surfaced.
(b) Strong enough to withstand a force of at least two hundred pounds.
(c) Between thirty-nine and forty-five inches above the floor, platform, runway, or ramp.
(2) You must make sure guardrails have an intermediate rail (midrail) installed approximately halfway between the top rail and the floor, platform, runway, or ramp.
(3) You must make sure rails do not extend beyond the end posts of the guardrail and create a projection hazard.
(4) You must make sure toe boards, if required by this chapter to safeguard a machinery hazard, are:
(a) At least four inches high.
(b) Securely fastened in place with no more than one-fourth inch between the bottom of the toe board and the floor, platform, runway, or ramp.
(c) Made of substantial material that is either solid or that has openings in the material no larger than one inch.
PDF296-806-300
Requirements for specific machine hazards.
You must meet the requirements… | in this section: |
Fit arbors and mandrels to the machine | WAC 296-806-30002 |
Safeguard belt and rope drives | WAC 296-806-30004 |
Make sure belt or rope drives meet these requirements | WAC 296-806-30006 |
Protect employees while shifting belts on belt and pulley drives | WAC 296-806-30008 |
Make sure belt tighteners meet these requirements | WAC 296-806-30010 |
Safeguard cams, connecting rods, tail rods, and extension piston rods | WAC 296-806-30012 |
Safeguard chain and sprocket drives | WAC 296-806-30014 |
Safeguard fan blades | WAC 296-806-30016 |
PDF296-806-30002
Fit arbors and mandrels to the machine.
(1) You must make sure that arbors and mandrels:
(a) Have firm and secure bearing.
(b) Are free from play.
(2) You must only place or mount attachments on a machine arbor that have been accurately machined to the correct size and shape.
PDF296-806-30004
Safeguard belt and rope drives.
EXEMPTION: | 1. You do not need to safeguard the following types of belts when they are operating at two hundred and fifty linear feet per minute or less: |
a. Flat belts that are: | |
i. One inch wide or less. | |
ii. Two inches wide or less and have no metal lacings or fasteners. | |
b. Round belts one-half inch or less in diameter. | |
c. Single-strand v-belts 13/32 inch wide or less. | |
2. You do not need to safeguard belts that are in a room, vault, or similar space that contains only power transmission parts or equipment if the space: | |
a. Is controlled by lock and key or has similarly restricted access that allows only authorized persons to enter. | |
b. Is well lit. | |
c. Has a dry, level, and firm floor. | |
d. Has a well-marked route with a vertical clearance of at least five feet six inches for authorized employees to follow to perform their duties. | |
3. You do not need to safeguard belt drives of light or medium duty sewing machines if all of the following apply: | |
a. It uses either a flat or a round belt without metal lacings and fasteners. | |
b. The belt is located above the table top. | |
c. The table top is designed so that employees near the machine are not exposed to motion hazards while they work or as they pass by. | |
d. The machine is not used to sew heavy materials such as leather, canvas, denim, or vinyl. | |
e. The operators' hands are not in, near, or on the wheel, nip point, belt area, or other motion hazard when the machine is operating. |
Reference: | You may need to follow additional requirements for sewing machines. See, Sewing machines, WAC 296-806-485, later in this chapter for more information. |
(1) You must safeguard belt or rope drives that are seven feet or less above the floor or working surface.
Reference: | In the absence of a specific safeguarding method, follow the safeguarding requirements found in safeguarding methods, WAC 296-806-20042 through 296-806-20058. Examples of safeguarding methods include: |
1. Guards. | |
2. Devices. | |
3. Safeguarding by distance. | |
4. Safeguarding by location. |
Note: | You may use a nip point and pulley guard on a vertical or inclined belt if it meets all of the following requirements: |
1. Two and one-half inches wide or less. | |
2. Running at a speed of less than one thousand feet per minute. | |
3. Free from metal lacings or fastenings. |
(2) You must safeguard overhead belts located more than seven feet above the floor or working surface if any of the following apply:
(a) The belt is located over a passageway or work space and travels at a speed of eighteen hundred feet per minute or more.
(b) The distance between the centers of its pulleys is ten feet or more.
(c) The belt is wider than eight inches.
(3) You must safeguard the space between the upper and lower runs of a horizontal belt if there is enough room for an employee to pass between them by providing both:
(a) A guard along the upper run to keep the belt from contacting the worker or anything they may be carrying; and
(b) A platform over the lower run that has a railing that is completely filled in with wire mesh or other filler or by a solid barrier.
Note: | The passage between the two belts is considered safeguarded if you completely block it with a guardrail or other barrier. |
EXEMPTION: | In a power generating room, only the lower run of a horizontal belt has to be safeguarded. |
PDF296-806-30006
Make sure belt or rope drives meet these requirements.
(1) You must use an idler when your machine uses a quarter-twist belt that can run in either direction.
(2) You must make sure, when it is necessary to apply dressing to moving belts or ropes, that you apply the dressing at a point where the belts or ropes leave the pulley.
(3) You must make sure that a belt shifted by hand is not fastened with metal or other material that creates a hazard.
(4) You must make sure a bearing support that is next to a friction clutch or cutoff coupling has self-lubricating bearings that do not need frequent attention.
(5) You must use a substantial belt perch, such as a bracket or roller, when it is not practical to use a loose pulley or idler to keep idle belts away from shafts.
PDF296-806-30008
Protect employees while shifting belts on belt and pulley drives.
EXEMPTION: | A belt shifter is not required on a belt and pulley system if: |
1. It was installed on or before August 17, 1971; or | |
2. The belt and pulley drive meets all of these requirements: | |
a. The belt is endless or laced with rawhide. | |
b. A nip point guard in front of the cone safeguards the nip point of the belt and pulley. | |
c. The nip point guard extends at least to the top of the largest step of the cone and is formed to show the contour of the cone. |
(1) You must provide a permanent mechanical belt shifter on belt drives that use either:
(a) Tight and loose (drive and idler) pulleys; or
(b) A cone pulley.
(2) You must protect employees from the nip point of the belt and pulley by either:
(a) The belt shifter or clutch handle; or
(b) A vertical guard in front of the pulley that extends at least to the top of the largest step of the cone.
(3) You must make sure a belt shifter or clutch handle is:
(a) Rounded to keep the operator from being injured.
(b) Easy to reach.
(c) Positioned to reduce the chance of being accidentally moved.
(d) Located either:
(i) Over the machine; or
(ii) Not higher than six feet six inches above the floor.
(4) You must make sure each belt shifter or clutch handle of the same type in your workplace moves in the same direction to stop a machine, that is, either all right or all left.
EXEMPTION: | A friction clutch handle on a countershaft carrying two clutch pulleys with open and crossed belts is not required to move in the same direction as all other clutch handles or belt shifters if: |
1. The clutch handle has three positions; and | |
2. The machine is at rest when the clutch handle is in the center position. |
(5) You must use a belt shifter to shift a belt on and off a fixed pulley. When a belt shifter cannot be used, you may use a belt pole if it is both:
(a) Smooth; and
(b) Large enough to grasp securely.
Note: | A belt pole is also known as a "belt shipper" or "shipper pole." |
(6) You must provide a locking-type belt shifter or other positive securing device on woodworking machines driven by belts and shafting.
PDF296-806-30010
Make sure belt tighteners meet these requirements.
(1) You must make sure belt tighteners:
(a) Are substantially constructed and securely fastened.
(b) Have bearings that are securely capped.
(c) Have a mechanism to prevent them from falling.
(2) You must make sure belt tighteners used to activate machinery are securely held in the "off" position by either:
(a) Gravity; or
(b) An automatic mechanism that must be released by hand.
PDF296-806-30012
Safeguard cams, connecting rods, tail rods, and extension piston rods.
(1) You must safeguard cams, connecting rods, tail rods, or extension piston rods that could be contacted by employees.
Reference: | In the absence of a specific safeguarding method, follow the safeguarding requirements found in safeguarding methods, WAC 296-806-20042 through 296-806-20058. Examples of safeguarding methods include: |
1. Guards. | |
2. Devices. | |
3. Safeguarding by distance. | |
4. Safeguarding by location. |
(2) You must make sure guardrails used to safeguard the side or ends of rods are at least fifteen inches away from the rod when it is fully extended.
PDF296-806-30014
Safeguard chain and sprocket drives.
EXEMPTION: | This section does not apply to hand-operated sprockets. |
(1) You must enclose chains and sprocket wheels that are seven feet or less above the floor or working surface.
(2) You must make sure chain and sprocket drive enclosures that extend over machine or other working areas protect workers from falling drive parts.
PDF296-806-30016
Safeguard fan blades.
Reference: | In the absence of a specific safeguarding method, follow the safeguarding requirements found in safeguarding methods, WAC 296-806-20042 through 296-806-20058. Examples of safeguarding methods include: |
1. Guards. | |
2. Devices. | |
3. Safeguarding by distance. | |
4. Safeguarding by location. |
EXEMPTION: | A fan is considered guarded if it meets all of the following requirements: |
1. It is in a basement, tower, or room locked against unauthorized entrance. | |
2. The vertical clearance in passageways between the floor and power transmission beams, ceiling, or any other objects, is not less than five feet six inches. | |
3. The intensity of illumination must be a minimum of ten foot candles when the area is occupied. | |
4. The footing is dry, firm, and level. | |
5. The route followed by the oiler or authorized personnel is protected in such a manner as to prevent accident. | |
6. The periphery of the fan blade is covered by a shroud. |
(1) You must protect employees from exposure to the blades of any fan less than seven feet above the floor or working surface.
(2) You must prevent rods, pipes, or other material being handled by workers, from contacting moving fan blades.
Reference: | For guard opening requirements, see Table 200-1, Largest Allowable Guard Opening in, Make sure guards meet these requirements, WAC 296-806-20042. |
PDF296-806-30017
Flywheels.
You must meet the requirements… | in this section: |
Safeguard flywheels | WAC 296-806-30018 |
Safeguard gears | WAC 296-806-30020 |
Safeguard projections on moving parts | WAC 296-806-30022 |
Safeguard pulleys | WAC 296-806-30024 |
Make sure pulleys meet these requirements | WAC 296-806-30026 |
Safeguard revolving drums, barrels, and containers | WAC 296-806-30028 |
Safeguard shafting | WAC 296-806-30030 |
Make sure shafting meets these requirements | WAC 296-806-30032 |
Safeguard unused keyways | WAC 296-806-30034 |
Make sure revolving collars meet these requirements | WAC 296-806-30036 |
Safeguard counterweights | WAC 296-806-30038 |
PDF296-806-30018
Safeguard flywheels.
(1) You must safeguard flywheels that have any part of the wheel seven feet or less above the floor or working surface with either:
(a) An enclosure; or
(b) A guardrail, at least fifteen inches but no more than twenty inches from the rim.
(2) You must make sure enclosures that safeguard flywheels located above a working area are strong enough to hold the weight of the wheel, if a shaft or wheel mounting fails.
(3) You must provide a toeboard on guardrails used to safeguard flywheels that have any part of the wheel within twelve inches of the floor or working surface.
You must do both of the following to safeguard spoked flywheels that are five feet or less in diameter with smooth rims, when enclosures or guardrails cannot be used:
(a) Cover the spokes on the exposed side of the wheel with a disk guard that creates a smooth surface and edge; and
(b) Remove or cover keys or other dangerous projections on the wheel that are not covered by the disk guard.
EXEMPTION: | 1. You may leave an open space of four inches or less between the outside edge of the disk guard and the rim of the spoked flywheel to make it easier to turn the wheel over. |
2. You may use an adjustable guard for the flywheel of a gasoline or diesel engine for starting the engine or for making running adjustments. A slot opening for a jack bar is permitted. |
PDF296-806-30020
Safeguard gears.
You must safeguard gears that are seven feet or less above the floor or working surface.
Reference: | In the absence of a specific safeguarding method, follow the safeguarding requirements found in safeguarding methods, WAC 296-806-20042 through 296-806-20058. Examples of safeguarding methods include: |
1. Guards. | |
2. Devices. | |
3. Safeguarding by distance. | |
4. Safeguarding by location. |
EXEMPTION: | You do not need to guard hand-operated gears that are used only to adjust machine parts that stop when the gears are not being turned by hand. |
PDF296-806-30022
Safeguard projections on moving parts.
You must safeguard projections on moving parts such as keys, setscrews, bolts, and nuts, by:
(1) Removing them.
(2) Making them flush.
(3) Guarding with metal covers.
EXEMPTION: | This requirement does not apply to keys or setscrews that are: |
1. Within an enclosure. | |
2. Below the plane of the rim of a pulley that is less than twenty inches in diameter. | |
3. Located where employee contact is not possible. |
PDF296-806-30024
Safeguard pulleys.
You must safeguard pulleys that have any part of the pulley seven feet or less above the floor or working surface.
Reference: | In the absence of a specific safeguarding method, follow the safeguarding requirements found in safeguarding methods, WAC 296-806-20042 through 296-806-20058. Examples of safeguarding methods include: |
1. Guards. | |
2. Devices. | |
3. Safeguarding by distance. | |
4. Safeguarding by location. |
EXEMPTION: | You do not need to safeguard pulleys that are in a room, vault, or similar space that contain only power transmission parts or equipment if the space: |
1. Is controlled by lock and key or has similarly restricted access that allows only authorized persons to enter. | |
2. Is well lit. | |
3. Has a dry, level, and firm floor. | |
4. Has a well-marked route with a vertical clearance of at least five feet six inches for authorized employees to follow to perform their duties. |
PDF296-806-30026
Make sure pulleys meet these requirements.
(1) You must make sure pulleys are designed and balanced for the speed at which they operate.
(2) You must make sure not to use pulleys that are cracked or have a piece broken out of the rim.
PDF296-806-30028
Safeguard revolving drums, barrels, and containers.
You must safeguard revolving drums, barrels, or containers by an enclosure that is interlocked with the drive mechanism so that they cannot revolve unless the enclosure is in place.
PDF296-806-30030
Safeguard shafting.
EXEMPTION: | You do not need to safeguard shafting that is in a room, vault, or similar space that contains only power transmission parts or equipment if the space: |
1. Is controlled by lock and key or has similarly restricted access that allows only authorized persons to enter. | |
2. Is well lit. | |
3. Has a dry, level, and firm floor. | |
4. Has a well-marked route with a vertical clearance of at least five feet six inches for authorized employees to follow to perform their duties. |
(1) You must enclose shafting that is seven feet or less above the floor or working surface.
(2) You must make sure projecting shaft ends either:
(a) Have a smooth edge, smooth end, and project no more than one-half the diameter of the shaft; or
(b) Are guarded by a nonrotating cap or safety sleeve.
(3) You must safeguard shafting under a bench or table by enclosing it in a stationary casing or by using a trough with sides that both:
(a) Cover the shafting to within six inches of the bottom of the table or to within six inches of the floor or working surface, whichever is appropriate; and
(b) Extend two inches beyond the end of the shafting.
PDF296-806-30032
Make sure shafting meets these requirements.
(1) You must keep shafting free of:
(a) Excessive oil or grease.
(b) Rust or pitting from corrosion.
(2) You must secure shafting against excessive endwise movement.
[Statutory Authority: RCW 49.17.010, 49.17.040, 49.17.050, 49.17.060. WSR 15-24-102, § 296-806-30032, filed 12/1/15, effective 1/5/16; WSR 04-14-028, § 296-806-30032, filed 6/29/04, effective 1/1/05.]
PDF296-806-30034
Safeguard unused keyways.
You must fill, cover, or otherwise safeguard all unused keyways.
Reference: | In the absence of a specific safeguarding method, follow the safeguarding requirements found in safeguarding methods, WAC 296-806-20042 through 296-806-20058. Examples of safeguarding methods include: |
1. Guards. | |
2. Devices. | |
3. Safeguarding by distance. | |
4. Safeguarding by location. |
PDF296-806-30036
Make sure revolving collars meet these requirements.
(1) You must make sure revolving collars are cylindrical.
(2) You must make sure screws or bolts used in the collar do not project beyond the outside of the collar.
PDF296-806-30038
Safeguard counterweights.
You must provide safeguarding for all counterweights where employees are exposed to contact.
Reference: | In the absence of a specific safeguarding method, follow the safeguarding requirements found in safeguarding methods, WAC 296-806-20042 through 296-806-20058. Examples of safeguarding methods include: |
1. Guards. | |
2. Devices. | |
3. Safeguarding by distance. | |
4. Safeguarding by location. |
PDF296-806-400
Additional requirements for some machines and machine operations.
Summary
If your specific machine or operation is not listed here, then follow the "Requirements for all machines" found in this chapter, WAC 296-806-200 and 296-806-300.
Your responsibility:
To protect employees from hazards associated with specific machines and their operations in your workplace.
Requirements for this topic… | are in this part: |
Abrasive wheels | WAC 296-806-405 |
Calenders | WAC 296-806-410 |
Compactors | WAC 296-806-415 |
Conveyors | WAC 296-806-420 |
Food processing equipment | WAC 296-806-425 |
Forging machines | WAC 296-806-430 |
Garbage (waste) disposals | WAC 296-806-435 |
Glue spreaders | WAC 296-806-440 |
Ironworkers | WAC 296-806-445 |
Lathes | WAC 296-806-450 |
Mechanical power presses | WAC 296-806-455 |
Mills | WAC 296-806-460 |
Press brakes | WAC 296-806-465 |
Roll-forming and bending machines | WAC 296-806-470 |
Sanding machines | WAC 296-806-475 |
Saws and cutting heads | WAC 296-806-480 |
Sewing machines | WAC 296-806-485 |
PDF296-806-405
Abrasive wheels.
Summary
In addition to the requirements in this section, you need to refer to the following sections of this chapter in order to fully protect your employees from machine hazards.
Requirements for all machines, WAC 296-806-200 and 296-806-300.
You need to refer to Portable power tools, chapter 296-807 WAC for requirements relating to hand-held abrasive wheel tools.
This section applies to machines that are not hand held and that use an abrasive wheel.
EXEMPTION: | This rule does not apply to natural sandstone wheels and metal, wooden, cloth or paper discs having a layer of abrasive on the surface. |
Your responsibility:
To make sure abrasive wheel machines and wheels are safe to use.
general requirements for abrasive wheels
You must meet the requirements… | in this section: |
Make sure abrasive wheels and machines are properly designed and constructed | WAC 296-806-40502 |
Make sure machines have safety guards | WAC 296-806-40504 |
Make sure safety guards meet specific requirements | WAC 296-806-40506 |
Provide a tongue guard on bench, pedestal, floorstand, and cylindrical grinders | WAC 296-806-40508 |
Use a work rest for off-hand grinding | WAC 296-806-40510 |
PDF296-806-40502
Make sure abrasive wheels and machines are properly designed and constructed.
(1) You must make sure abrasive wheels and machines, including safety guards and flanges, manufactured on or after January 1, 2005, meet the design and construction requirements of American National Standards Institute (ANSI) B7.1-2000, Safety Requirements for the Use, Care and Protection of Abrasive Wheels.
(2) You must make sure abrasive wheels and machines, including safety guards and flanges, manufactured before January 1, 2005, meet the design and construction requirements of American National Standards Institute (ANSI) B7.1-1970, Safety Code for the Use, Care and Protection of Abrasive Wheels.
Note: | There may be a statement on the machine or in the instruction manual that the machine meets the appropriate ANSI standard. If in doubt, check with the manufacturer. |
PDF296-806-40504
Make sure machines have safety guards.
(1) You must use abrasive wheels only on machines that have safety guards.
(2) You must make sure the safety guard:
(a) Is mounted so it maintains proper alignment with the wheel.
(b) Is mounted with fasteners strong enough to keep the guard in position if a wheel breaks.
(c) Covers the spindle end, nut, and flange projections.
EXEMPTION: | Safety guards are not required on machines that use: |
1. Wheels for internal grinding while advancing, retracting or within the work. | |
2. Types 16, 17, 18, 18R, and 19 cones and plugs and threaded hole pot balls where either: | |
a. The work offers protection; or | |
b. The size does not exceed three inches in diameter by five inches long. | |
3. Notched, segmented, or continuous rim metal centered diamond lapidary wheels that are: | |
a. Used with a coolant deflector; and | |
b. Operated at 3,500 SFPM or less. | |
4. Type 1 reinforced wheels that are: | |
a. Three inches or less in diameter. | |
b. One-fourth inch or less thick. | |
c. Operating at peripheral speeds of 9,500 SFPM or less. | |
d. Used by operators wearing safety glasses and face shields. | |
5. Valve seating grinding wheels. | |
6. Remotely operated machines in an enclosure that will retain the pieces of a broken wheel. |
PDF296-806-40506
Make sure safety guards meet specific requirements.
You must make sure the machine safety guards meet the requirements of Table 405-1, Guard Requirements.
Note: | 1. The maximum exposure angle is measured by lines starting at the center of the spindle and extending to the ends of the guard at the wheel periphery. |
2. Visors and other accessory equipment are used in determining the size of the guard opening only if they are at least as strong as the safety guard. |
Table 405-1
Guard Requirements
Machine | Maximum exposure angle and other guard restrictions |
Bench, pedestal, or floorstand grinders | • Not higher than 65 degrees above the horizontal centerline of the wheel |
• 1/4 (90 degrees) of the wheel for grinding done at or above the horizontal centerline of the wheel | |
• 125 degrees if the work has to contact the wheel below the horizontal centerline of the wheel | |
Cylindrical grinders | • 1/2 (180 degrees) of the wheel |
• Not higher than 65 degrees above the horizontal centerline of the wheel | |
Surface grinders | • 150 degrees of the wheel |
• Not higher than 15 degrees below the horizontal | |
Cutting-off machines | • 1/2 (180 degrees) of the wheel |
Swing frame grinders | • 1/2 (180 degrees) of the wheel |
• Encloses the top 1/2 of the wheel | |
Swing frame grinders using cup wheels | • 1/2 (180 degrees) of the wheel |
• Covers the wheel on the side towards the operator | |
Semiautomatic snagging machines | • 1/2 (180 degrees) of the wheel |
• Covers the wheel on the side towards the operator | |
Machines used for top grinding | • As small as possible up to 1/6 (60 degrees) of the wheel |
PDF296-806-40508
Provide a tongue guard on bench, pedestal, floorstand, and cylindrical grinders.
You must make sure, if the operator stands in front of the opening in the safety guard, that the safety guard (tongue guard) at the top of the opening is adjusted to within one-fourth inch of the wheel.
PDF296-806-40510
Use a work rest for off-hand grinding.
EXEMPTION: | You do not need to use a work rest if: |
1. The size, shape, weight or finishing area of the workpiece prevents its use; or | |
2. Contact with the grinding wheel below the horizontal plane of the spindle is necessary. |
(1) You must use a work rest to support the work.
(2) You must make sure the work rest is:
(a) Rigidly constructed.
(b) Adjustable to compensate for wheel wear.
(c) Adjusted only when the wheel is stopped.
(d) Securely clamped after each adjustment.
(e) Kept within one-eighth inch of the wheel.
PDF296-806-40511
Mounting abrasive wheels.
You must meet the requirements… | in this section: |
Make sure abrasive wheels are safe to use | WAC 296-806-40512 |
Mount wheels properly | WAC 296-806-40514 |
Use proper flanges | WAC 296-806-40516 |
Make sure flanges are in good condition | WAC 296-806-40518 |
Use specific flanges for Type 1 cutting-off wheels | WAC 296-806-40520 |
Use specific flanges for Type 27A cutting-off wheels | WAC 296-806-40522 |
Use blotters when required | WAC 296-806-40524 |
Meet specific blotter requirements when using modified Types 6 and 11 wheels (terrazzo) | WAC 296-806-40526 |
PDF296-806-40512
Make sure abrasive wheels are safe to use.
(1) You must do the following before mounting a wheel:
(a) Visually inspect the wheel for cracks or damage.
(b) Perform a ring test for cracks if the size and shape of the wheel permits testing.
(c) Make sure the spindle speed of the machine is not greater than the operating speed of the wheel.
(2) You must make sure a damaged or cracked wheel is not mounted or used.
Note: | Wheels that have gouges, grooves, other damage, or material buildup on the grinding surface need to be dressed or trued to correct the problem. Wheels that cannot be trued are considered damaged and cannot be used. |
PDF296-806-40514
Mount wheels properly.
(1) You must make sure wheels fit freely on the spindle, wheel sleeves, or adaptors, and remain free under all grinding conditions.
(2) You must make sure wheel, blotter and flange surfaces that contact each other are flat and free of foreign particles.
(3) You must make sure any reducing bushing used in the wheel hole:
(a) Fits freely on the spindle and maintains proper clearance; and
(b) Does not exceed the width of the wheel or contact the flanges.
(4) You must make sure that multiple wheels mounted between a single set of flanges are either:
(a) Cemented together; or
(b) Separated by spacers that have a diameter and bearing surface that is the same as the mounting flanges.
PDF296-806-40516
Use proper flanges.
(1) You must mount all abrasive wheels between flanges that have a diameter at least one-third the diameter of the wheel.
EXEMPTION: | This flange requirement does not apply to the following wheels: |
1. Mounted wheels (wheels permanently bonded to a shaft or mandrel). | |
2. Abrasive disc wheels (inserted nut, inserted washer and projecting stud type). | |
3. Plate mounted wheels. | |
4. Cylinder, cup, or segmental wheels mounted in chucks. | |
5. Types 27, 28, and 29 wheels. | |
6. Internal wheels less than two inches in diameter. | |
7. Modified Type 6 and 11 wheels (terrazzo). | |
8. Types 1 and 27A cutting-off wheels. |
(2) You must make sure flanges are:
(a) Dimensionally accurate.
(b) Properly balanced.
(c) Flat.
(d) Free of rough surfaces or sharp edges.
(3) You must make sure the driving flange is:
(a) Part of the spindle; or
(b) Securely fastened to the spindle.
(4) You must make sure, if a wheel is mounted between two flanges, that both flanges:
(a) Are the same diameter; and
(b) Have equal bearing surfaces.
EXEMPTION: | The following wheels do not require same diameter, equal bearing surface flanges: |
1. Types 27, 28, and 29 wheels with adaptors. | |
2. Modified Types 6 and 11 wheels with tapered K dimension. | |
3. Internal wheels less than two inches in diameter. |
PDF296-806-40518
Make sure flanges are in good condition.
(1) You must make sure flange bearing surfaces are in good condition.
(2) You must replace or remachine a flange with a mounting surface that has any of the following problems:
(a) Warped.
(b) Burred on the bearing surface.
(c) Excessively worn (thickness or diameter).
(d) Out of true.
Reference: | Flanges that are refaced or trued need to satisfy minimum dimension requirements specified in Safety Requirements for the Use, Care and Protection of Abrasive Wheels, ANSI B7.1-2000. |
PDF296-806-40520
Use specific flanges for Type 1 cutting-off wheels.
You must mount Type 1 cutting-off wheels between flanges that are:
(1) Properly relieved with matching bearing surfaces.
(2) At least one-fourth the wheel diameter.
PDF296-806-40522
Use specific flanges for Type 27A cutting-off wheels.
You must mount Type 27A cutting-off wheels between flanges that are:
(1) Flat (unrelieved) with matching bearing surfaces; and
(2) At least one-fourth the wheel diameter.
PDF296-806-40524
Use blotters when required.
EXEMPTION: | You do not need to use a blotter with any of the following: |
1. Mounted wheels (wheels permanently bonded to a shaft or mandrel). | |
2. Abrasive disc and Type 2 wheels which are mounted by inserted nuts, inserted washers, or projecting studs. | |
3. Plate mounted wheels. | |
4. Wheels mounted in chucks (such as cylinders and segmental wheels). | |
5. Types 27, 28, and 29 wheels. | |
6. Type 1 and Type 27A cutting-off wheels. | |
7. Internal wheels less than two inches in diameter. | |
8. Diamond and cubic boron nitride wheels with metal or carbon fiber cores. |
(1) You must use a blotter between each flange and the abrasive wheel surface to uniformly distribute flange pressure.
(2) You must make sure the blotter covers the entire flange contact area.
(3) You must use a new blotter each time a wheel is mounted unless the wheel has a blotter already attached to it by the manufacturer.
(4) You must make sure scuffed or damaged blotters are not used.
PDF296-806-40526
Meet specific blotter requirements when using modified Types 6 and 11 wheels (terrazzo).
You must apply the blotter to the flat side only when mounting Modified Types 6 and 11 wheels (terrazzo).
PDF296-806-410
Calenders.
Summary
In addition to the requirements in this section, you need to refer to the following sections of this chapter in order to fully protect your employees from machine hazards:
Requirements for all machines, WAC 296-806-200 and 296-806-300.
This section applies only to hazards associated with calenders in the rubber and plastics industry where two or more metal rolls are set vertically and revolving in opposite directions.
Your responsibility:
To protect employees from hazards associated with calenders.
You must meet the requirements… | in this section: |
Provide calender safety controls | WAC 296-806-41002 |
Follow these stopping limit requirements for calenders | WAC 296-806-41004 |
PDF296-806-41002
Provide calender safety controls.
EXEMPTION: | These rules do not apply to calenders if the machinery is permanently set up so employees: |
1. Cannot reach through, over, under, or around to come in contact with the roll bite; or | |
2. Cannot be caught between a roll and nearby objects. |
(1) You must provide a safety trip control for the face of the calender that meets all of the following:
(a) Provided in front and back of each calender.
(b) Is accessible.
(c) Operates readily upon contact.
(2) You must provide at leastone of the following safety trip controls for the face of the calender:
(a) Safety trip rods, tripwire cables or wire center cords that:
(i) Are within reach of the operator and the bite (nip point).
(ii) Operate whether pushed or pulled.
(iii) Are located across each pair of in-running rolls extending the length of the face of the rolls.
(b) Pressure sensitive body bars that:
(i) Are approximately forty inches vertically above the working level.
(ii) Are horizontally at thirty-four inches from the in-running nip point.
(iii) Operate readily by pressure of the mill operator's body.
(3) You must include safety trip rods, cables or cords, in addition to the pressure sensitive body bars, if both of these apply:
(a) In-running rolls are located below the bar; and
(b) The operator needs to duck under the bar.
(4) You must provide a safety cable or wire center cord on both sides of the calender that:
(a) Operates readily when pushed or pulled.
(b) Is connected to the safety trip.
Note: | The center cord should be all of the following: |
1. Twelve inches or less from the faces of the individual rolls. | |
2. At least two inches from the calender frame. | |
3. Anchored to the frame not more than six inches from the floor or operator's platform. |
PDF296-806-41004
Follow these stopping limit requirements for calenders.
You must make sure that calenders are stopped within one and three-quarters percent of the fastest speed at which they operate when empty. When calenders operate at more than two hundred fifty feet per minute, stopping distances above one and three-quarters percent of their fastest speed are allowed, but must have engineering support.
PDF296-806-415
Compactors.
Summary
In addition to the requirements in this section, you need to refer to the following sections of this chapter in order to fully protect your employees from machine hazards:
Requirements for all machines, WAC 296-806-200 and 296-806-300.
This section applies to all stationary compactors in your workplace.
Your responsibility:
To protect employees from hazards associated with stationary compactors.
You must meet the requirements… | in this section: |
Safeguard hazardous moving parts of stationary compactors | WAC 296-806-41502 |
Follow these requirements for compactor controls | WAC 296-806-41504 |
Follow these requirements for compactor access doors and covers | WAC 296-806-41506 |
Follow these requirements for compactors that cycle automatically | WAC 296-806-41508 |
PDF296-806-41502
Safeguard hazardous moving parts of stationary compactors.
(1) You must prevent the compactor from operating while employees have any body parts in the compactor or hazard area.
(2) You must provide a safeguarding method that prevents employees from putting hands, fingers, or any body part into the compactor during operation.
Note: | Examples of safeguarding methods include: |
1. Making sure the compactor will not compact material while the gate or door is open. | |
2. Installing a guard, loading hopper, or enclosure at least forty-two inches high that prevents: | |
a. Entry of hands, fingers, or any body part into the loading chamber during operation. | |
b. An operator from being caught between moving parts of the equipment and material. | |
c. The creation of any hazard between the guard and moving parts. | |
3. You may also provide sustained manual pressure controls located so the operator cannot reach, but can still see, the point of operation if a guard is not used. |
Reference: | For additional requirements when adjusting or clearing jams from compactors, see Lockout/tagout (control of hazardous energy), chapter 296-803 WAC. |
PDF296-806-41504
Follow these requirements for compactor controls.
You must follow these requirements for compactor controls:
(1) Each control must have its function clearly labeled.
(2) Controls must be designed and located to prevent them from unintentionally activating.
(3) Electric stop buttons, including emergency stop buttons, must be red in color, distinguishable from all other controls by size, and not recessed.
(4) Emergency stop controls must be either:
(a) Readily accessible to the operator; or
(b) Located within three feet (91.4 cm) of the point of operation or feed area or if chute fed, within three feet (91.4 cm) of the access door.
(5) An electrical disconnect must be located within sight, no more than fifty feet (1,524 cm), from the operating control panel.
PDF296-806-41506
Follow these requirements for compactor access doors and covers.
(1) You must make sure access covers meet at least one of the following:
(a) Interlocked.
(b) Secured by a lockable device.
(c) Removable by hand tools only.
(2) Make sure any loading chamber access door has an interlock system that prevents cycling motion when the door is open.
PDF296-806-41508
Follow these requirements for compactors that cycle automatically.
You must use automatic cycling controls only on compactors where the loading chamber is located so that it cannot be accessed during operation.
PDF296-806-420
Conveyors.
Summary
If your specific conveyor or operation is not listed here, then follow any general requirements in this section along with the "Requirements for all machines" found in this chapter, WAC 296-806-200 and 296-806-300.
This section applies to hazards related to conveyors and conveying systems, including bulk material, package, or unit handling types. These requirements are designed to protect employees operating, maintaining, cleaning, and working around conveyors.
EXEMPTION: | This section does not apply to conveyor systems used primarily for moving people. |
Your responsibility:
To make sure all conveyors in your workplace are constructed, operated, and maintained in a safe manner.
general requirements for conveyors
You must meet the requirements… | in this section: |
Follow these requirements for conveyors | WAC 296-806-42002 |
Provide emergency stops on conveyors | WAC 296-806-42004 |
Label conveyor controls | WAC 296-806-42006 |
Prohibit riding on conveyors | WAC 296-806-42008 |
Provide safe access to conveyors | WAC 296-806-42010 |
Provide backstop or antirunaway devices to incline, decline, or vertical conveyors | WAC 296-806-42012 |
Make only safe alterations to conveyors | WAC 296-806-42014 |
Inspect and replace worn conveyor parts | WAC 296-806-42016 |
Follow these requirements for replacing conveyor parts | WAC 296-806-42018 |
Follow these requirements for spill guards | WAC 296-806-42020 |
Provide pedestrian overpasses for conveyors | WAC 296-806-42022 |
Guard openings to hoppers and chutes | WAC 296-806-42024 |
Install guideposts | WAC 296-806-42026 |
PDF296-806-42002
Follow these requirements for conveyors.
(1) You must construct, operate, and maintain all conveyors according to this chapter and the American National Standards Institute (ANSI) B20.1-1957.
(2) You must make sure all new conveyors constructed after January 1, 2005, meet the requirements of the American Society of Mechanical Engineers (ASME) B20.1-1996.
PDF296-806-42004
Provide emergency stops on conveyors.
(1) You must make sure each conveyor has an emergency stopping device such as an emergency stop button, pull cord, or similar device.
(2) You must make sure each emergency stopping device meets all of the following requirements. They must:
(a) Stop the conveyor a safe distance from the hazard.
(b) Be easily identified.
(c) Directly control that conveyor.
(d) Require a manual reset.
(e) not be overridden from another location.
(f) not require other equipment to be stopped in order to stop the conveyor.
(3) You must make sure where there is the possibility of an employee falling onto a conveyor, that the emergency stopping device for conveyors feeding or dumping into a hazardous machine such as a barker, saw, hog, or chipper is at least one of the following:
(a) Under the continuous control of an operator who cannot fall onto the conveyor and has full view of the material entrance; or
(b) Located where it can be reached from a sitting position on the conveyor where it feeds or dumps into the hazardous machine.
PDF296-806-42006
Label conveyor controls.
You must clearly label the function of each conveyor control.
Note: | Controls and wiring that are no longer used should be removed from control stations. |
PDF296-806-42008
Prohibit riding on conveyors.
You must prohibit employees from riding on conveyors.
EXEMPTION: | You do not need to prohibit riding on an assembly conveyor moving eighty feet or less per minute or a conveyor with a station specifically designed for operating personnel. |
PDF296-806-42010
Provide safe access to conveyors.
You must provide a way to safely inspect and maintain conveyors located more than seven feet from the floor.
Reference: | Some additional requirements for protecting employees inspecting and maintaining conveyors can be found in: |
1. Lockout/tagout (control of hazardous energy), chapter 296-803 WAC. | |
2. Personal fall arrest systems, WAC 296-24-88050. |
PDF296-806-42012
Provide backstop or antirunaway devices on incline, decline, or vertical conveyors.
You must make sure all incline, decline, or vertical conveyors use backstop or antirunaway devices when there is a danger of conveyor reversal or runaway.
PDF296-806-42014
Make only safe alterations to conveyors.
You must make sure, when making conveyor alterations, that you do not affect safety characteristics such as emergency stop controls, guards, or the incline of the conveyor, if such changes would create a danger to workers.
PDF296-806-42016
Inspect and replace worn conveyor parts.
You must carefully inspect and replace any conveyor part that shows signs of significant wear before it becomes a hazard.
PDF296-806-42018
Follow these requirements for replacing conveyor parts.
You must make sure replacement conveyor parts are equal to or exceed the manufacturer's specifications.
PDF296-806-42020
Follow these requirements for spill guards.
You must install protective or spill guards wherever conveyors pass next to or over working areas or passageways. These guards must be designed to catch and hold any materials that may become dislodged or fall off.
Reference: | For specific requirements when conveyors pass over emergency exit routes, see Exit routes, WAC 296-800-310. |
PDF296-806-42022
Provide pedestrian overpasses for conveyors.
(1) You must provide a pedestrian overpass covering the full width of a passageway if one of these conditions exists:
(a) The working strand of a conveyor crosses within three feet of floor level.
(b) Workers must step over the strand and trough at or below floor level.
(2) You must provide a pedestrian overpass where workers cannot pass under the conveyor safely. The sides of the crossing platform must have standard railings if one of the following exists:
(a) The overpass is more than four feet high.
(b) The conveyor feeds a dangerous machine such as saws, chippers, hogs, or galvanizing tanks.
Reference: | For guardrail requirements see, Railing, toeboards, and cover specifications, WAC 296-24-75011. |
PDF296-806-42024
Guard openings to hoppers and chutes.
(1) You must guard all openings to hoppers, chutes, and elevator-type conveyors to prevent workers from:
(a) Falling or stepping into them.
(b) Making any kind of bodily contact with conveyors.
Note: | Grating provided at floor level with no openings larger than two inches (50 mm) that is strong enough to withstand any load of personnel or trucks that may be imposed upon it is acceptable guarding. |
(2) You must do all of the following when dumping operations use chutes or hoppers that are flush with the floor and their use cannot be guarded:
(a) Place a temporary guardrail around ground or floor-level hoppers when dumping operations are not in progress.
(b) Post warning signs in a conspicuous location alerting personnel to the presence of an open pit in order to protect employees when dumping operations are in progress.
Reference: | For guardrail requirements see, Railing, toeboards, and cover specifications, WAC 296-24-75011. |
PDF296-806-42026
Install guideposts.
You must install guideposts to direct employees driving trucks, loaders, or other equipment to the pit, hopper, or chute.
PDF296-806-42027
Belt conveyors.
You must meet the requirements… | in this section: |
Guard nip points on belt conveyors | WAC 296-806-42028 |
Install emergency stop controllers on overland belt conveyors | WAC 296-806-42030 |
Install belt conveyor overpasses | WAC 296-806-42032 |
PDF296-806-42028
Guard nip points on belt conveyors.
EXEMPTION: | This rule does not normally require guards along the conveyor at the point where the belt rides on return rollers, such as return-belt idlers, unless hazardous conditions such as long, tight heavy belts exist. |
Return-belt idlers
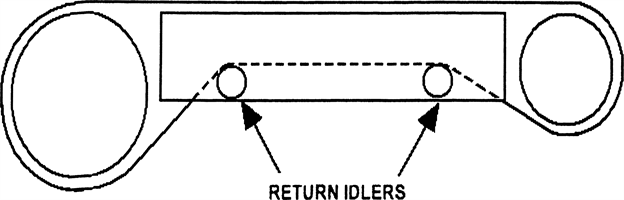 |
These turn freely and just idle. |
You must place nip point guards at all of these points:
(1) Where the belt wraps around the pulley.
(2) At terminals, take-ups, and snub rollers where the belt changes directions at transfers and deflectors.
(3) At the discharge end.
(4) At other points where workers may be injured by nip or shear points.
Note: | The practice of applying a belt dressing or other foreign material to a rotating drive pulley or a conveyor belt is hazardous and should be avoided. |
PDF296-806-42030
Install emergency stop controllers on overland belt conveyors.
You must install permanent emergency pull cords or similar emergency stop controllers at points where workers are normally stationed along overland belt conveyors.
Note: | Personnel that patrol overland belt conveyors may use portable emergency stop controllers instead of permanently installed pull cords and push-button stations. |
PDF296-806-42032
Install belt conveyor overpasses.
You must install a pedestrian overpass or underpass along the sides of long overland belt conveyors, where there is the most foot traffic. The distance between overpasses should not exceed three hundred meters or one thousand feet.
PDF296-806-42033
Chain converyors.
You must meet the requirements… | in this section: |
Safeguard chain conveyors | WAC 296-806-42034 |
Guard return strands on chain conveyors | WAC 296-806-42036 |
Guard chain conveyors that are used as a transfer mechanism | WAC 296-806-42038 |
PDF296-806-42034
Safeguard chain conveyors.
You must provide safeguards for drive, tail, and idler sprocket pulleys where the chain creates a nip or shear point.
PDF296-806-42036
Guard return strands on chain conveyors.
(1) You must provide a way to catch and support the ends of a chain that break over a passageway.
(2) You must provide a strong enough trough to carry the weight from a broken chain on conveyors when return strands operate within seven feet of the floor.
PDF296-806-42038
Guard chain conveyors that are used as a transfer mechanism.
You must guard chain conveyors whose moving chains cannot be enclosed without impairing their function by one of the following methods:
(1) Distance as required in, make sure safeguarding by distance meets these requirements, WAC 296-806-20056.
(2) Personnel barriers.
(3) Warning signs where personnel barriers are not practical.
Note: | Chain conveyors with moving chains that cannot be enclosed include those: |
1. Mounted within another conveyor. | |
2. Raised and lowered as a transfer mechanism. |
PDF296-806-42039
Elevator conveyors.
You must meet the requirements… | in this section: |
Prevent material from falling off of elevator conveyors | WAC 296-806-42040 |
PDF296-806-42040
Prevent material from falling off of elevator conveyors.
(1) You must install strong guards, screens, or barricades to prevent material from falling in any direction into the shaft way of elevator-type conveyors, except at loading and unloading areas.
(2) You must install automatic shaft way gates or suitable barriers at each floor level where material is loaded or unloaded.
PDF296-806-42041
Inclined reciprocating conveyors (shakers).
You must meet the requirements… | in this section: |
Provide protection where employees must load shakers | WAC 296-806-42042 |
Provide grating over silo and bunker openings for shuttle conveyors | WAC 296-806-42044 |
PDF296-806-42042
Provide protection where employees must load shakers.
(1) You must provide standard guardrails or snap chains along loading sides of the shaker where personnel must load or unload material. Snap chains must be at least thirty-nine inches high at their lowest point.
(2) You must make sure controls are located so the conveyor cannot be started by an employee on the moving part of the conveyor.
PDF296-806-42044
Provide grating over silo and bunker openings for shuttle conveyors.
You must provide grating with openings to match the size of the material being discharged into silos or bunkers. Make sure openings are:
(1) Small enough so that workers cannot fall through.
(2) Protected by other effective means if the material size requires openings large enough for a worker to fall through.
PDF296-806-42045
Mobile conveyors.
You must meet the requirements… | in this section: |
Guard wheels and rails on mobile conveyors | WAC 296-806-42046 |
Prevent hazardous motion on mobile conveyors | WAC 296-806-42048 |
Provide a detector for mobile conveyors | WAC 296-806-42050 |
Provide safe access on mobile conveyors | WAC 296-806-42052 |
PDF296-806-42046
Guard wheels and rails on mobile conveyors.
You must install sweeps in front of the nip points created by the wheels and rails to deflect objects that could derail the conveyor.
PDF296-806-42048
Prevent hazardous motion on mobile conveyors.
(1) You must make sure mobile conveyors have at least one of the following to prevent hazardous motion:
(a) Brakes.
(b) Rail clamps.
(c) Other position-locking devices.
(2) You must provide limit switches that will stop travel when exceeding the design limits of rail-mounted mobile conveyors.
(3) You must provide rail stops to keep the conveyor from traveling past its designed end location.
PDF296-806-42050
Provide a detector for mobile conveyors.
You must provide a detector to stop conveyor movement when the operation creates a danger of running into a stockpile or other obstacle.
PDF296-806-42052
Provide safe access on mobile conveyors.
You must make sure that access stairways, ladders, and platforms are designed and located to avoid the shear or nip point hazards of the conveyor and moving machinery.
PDF296-806-42053
Push-bar conveyors.
You must meet the requirements… | in this section: |
Guard pusher-bar conveyors | WAC 296-806-42054 |
PDF296-806-42054
Guard pusher-bar conveyors.
You must provide a guard when hazards exist at each of these points:
(1) At the discharge point where the bar passes through the bed.
(2) Where there is a shear point between the return pusher bar and a frame member.
PDF296-806-42055
Roller conveyors.
You must meet the requirements… | in this section: |
Prohibit walking on roller-type conveyors | WAC 296-806-42056 |
Use speed controls for roller and wheel conveyors | WAC 296-806-42058 |
Safeguard belt-driven live roller conveyors | WAC 296-806-42060 |
PDF296-806-42056
Prohibit walking on roller-type conveyors.
You must prohibit employees from walking on the rolls of roller-type conveyors. Tread plates or other types of walkways can be used between the rollers as a walking surface for operators when performing their duties.
PDF296-806-42058
Use speed controls for roller and wheel conveyors.
(1) You must avoid safety hazards created by unit or package speeds by one of the following methods:
(a) Limiting the length of the sloped run.
(b) Using speed retarders or brakes.
(c) Other means of providing speed control.
(2) You must make sure rollers and wheels are free running to prevent locked wheels from steering or pulling materials to one side or off the conveyor.
PDF296-806-42060
Safeguard belt-driven live roller conveyors.
You must guard belt and roller nip points by one of the following methods:
(1) Space load-carrying rollers to prevent access to the belt and roller nip points.
(2) Insert rods or plates between the rollers to prevent access to the belt and roller nip points.
(3) Use rollers that pop out when something contacts the nip point.
(4) Distance safeguarding found in: Make sure safeguarding by distance meets these requirements, WAC 296-806-20056.
Reference: | For nip points and sheer hazards on power-driven (live) roller conveyors see, Guard nip points on belt conveyors, WAC 296-806-42028. |
PDF296-806-42061
Screw conveyors.
You must meet the requirements… | in this section: |
Guard screw conveyors | WAC 296-806-42062 |
PDF296-806-42062
Guard screw conveyors.
(1) You must enclose the rotating screw to prevent contact with the shear points where it passes the sides of the trough or casing.
(2) You must guard screw conveyors requiring an open housing by using one of the following:
(a) Make sure safeguarding by distance meets these requirements, WAC 296-806-20056.
(b) Make sure guardrails used for safeguarding meet these requirements, WAC 296-806-20058.
(3) You must construct feed openings for shovel, front-end loader, or other manual or mechanical equipment so that the conveyor screw is covered by a grating. If the nature of the material is such that a grating cannot be used, then the exposed section of the conveyor must be guarded by a railing and warning signs.
PDF296-806-42063
Skip hoists.
You must meet the requirements… | in this section: |
Provide slack-cable switches on hoists | WAC 296-806-42064 |
Block the skip bucket and counterweight guides | WAC 296-806-42066 |
Protect against wire rope coming off sheaves | WAC 296-806-42068 |
PDF296-806-42064
Provide slack-cable switches on hoists.
You must provide and arrange slack cable switches to cut power to the drive and set the brake when the skip or counterweight hoisting ropes either:
(1) Develop slack; or
(2) Lose tension due to sticking in the guides, over travel, or for any other reason.
PDF296-806-42066
Block the skip bucket and counterweight guides.
You must make sure the skip bucket and counterweight are blocked in their guides when the brake or any part of the drive train between the brake and the drum shaft are being repaired or replaced.
PDF296-806-42068
Protect against wire rope coming off sheaves.
You must fit all sheaves with sheave guards to prevent the wire rope from coming off under slack cable or similar conditions.
PDF296-806-42069
Slat and roller-slat conveyors.
You must meet the requirements… | in this section: |
Safeguard slat and roller-slat conveyors | WAC 296-806-42070 |
PDF296-806-42070
Safeguard slat and roller-slat conveyors.
(1) You must provide either of these safeguards at the tail end of a slat conveyor if the slats are above the centerline of the chain:
(a) A guard over the hazardous tail end; or
(b) Warning signs if guards are impractical because of material flowing over the tail sprocket.
(2) You must provide either of these safeguards when there is a gap between the slats wide enough to permit access to cross members below the slats:
(a) A continuous pan under the slats; or
(b) Keep all cross members a safe distance from the slats.
PDF296-806-42071
Towed conveyors.
You must meet the requirements… | in this section: |
Provide a safe method for disengaging the tow pin | WAC 296-806-42072 |
Protect employees from moving carts on towed conveyors | WAC 296-806-42074 |
Provide clearances and warnings for carts on towed conveyors | WAC 296-806-42076 |
Mark projections above the floor | WAC 296-806-42078 |
PDF296-806-42072
Provide a safe method for disengaging the tow pin.
You must provide a method for the operator to disengage the tow pin from a conveyor pusher without being in front of the cart.
PDF296-806-42074
Protect employees from moving carts on towed conveyors.
(1) You must make sure runaway carts are unable to exit ramps and enter work areas.
(2) You must have a barrier of sufficient strength and height on ramps with pedestrian or traffic aisles to prevent a runaway cart from entering the aisle.
(3) You must have signs warning employees not to enter ramps that do not have pedestrian or traffic aisles.
PDF296-806-42076
Provide clearances and warnings for carts on towed conveyors.
(1) You must provide clearance space for personnel in all of the following:
(a) Between the sides of carts.
(b) Between any load overhanging the side of a cart.
(c) Any fixed or moving object.
(2) You must identify the cart path with floor stripes that are:
(a) Parallel to the cart path.
(b) Arranged so one line is on each side of the path.
(c) Located a safe distance from the edge of the cart or overhanging load.
(3) You must mark reduced clearance areas with appropriate warning signs.
Note: | An example of a reduced clearance area is an area where a cart goes through a wall opening. |
(4) You must place an appropriate warning on those areas where a cart may unexpectedly change direction, such as switching off the main line into a transfer conveyor or a spur.
Note: | An example of an appropriate warning would be to use diagonal stripes on the floor between clearance lines. |
(5) You must install a sign, signal, or other warning where carts start automatically.
PDF296-806-42078
Mark projections above the floor.
You must mark the area around projections above the floor with appropriate diagonal stripes, warning signs, or both.
Note: | This is especially important if projections above the floor are unpredictable or occur intermittently. |
PDF296-806-425
Food processing equipment.
Summary
If your specific food processing machine or operation is not listed here, then follow any facilities requirements in this section along with the "Requirements for all machines" found in this chapter, WAC 296-806-200 and 296-806-300.
This section applies to:
(1) All businesses that manufacture or process food, whether or not they are contained inside food stores; and
(2) The design, installation, operations, and maintenance of machinery and equipment used in the food processing industry.
Your responsibility:
To protect employees from hazards associated with food processing facilities and machines.
FACILITIES
You must meet the requirements… | in this section: |
Provide locks on chamber doors of large air conditioning units | WAC 296-806-42502 |
Use proper door locks on rack-type bread coolers | WAC 296-806-42504 |
Provide see-through panels on fermentation room doors | WAC 296-806-42506 |
Cover exposed hot pipes | WAC 296-806-42508 |
Provide extension piping on stationary lubrication fittings | WAC 296-806-42510 |
Provide hoods for pan-washing tanks | WAC 296-806-42512 |
Safeguard proof boxes | WAC 296-806-42514 |
Safeguard storage bins | WAC 296-806-42016 |
PDF296-806-42502
Provide locks on chamber doors of large air conditioning units.
You must make sure all door locks on air conditioning unit chambers, that are large enough for employees to enter, can be operated from both inside and outside the chamber.
PDF296-806-42504
Use proper door locks on rack-type bread coolers.
You must make sure all door locks can be operated from both inside and outside the bread cooler.
PDF296-806-42506
Provide see-through panels on fermentation room doors.
You must provide shatterproof, see-through panels, made of wire glass or plastic, on fermentation room doors.
PDF296-806-42508
Cover exposed hot pipes.
You must cover exposed hot (160°F or more) water and steam pipes with insulating material wherever necessary to prevent employee contact.
PDF296-806-42510
Provide extension piping on stationary lubrication fittings.
You must provide extension piping on stationary lubrication fittings to prevent workers from reaching into the hazardous area when lubricating moving machinery.
PDF296-806-42512
Provide hoods for pan-washing tanks.
EXEMPTION: | This requirement does not apply to dishwashers or sanitizers used in restaurants or retail establishments. |
You must provide power-ventilated exhaust hoods over the tank.
PDF296-806-42514
Safeguard proof boxes.
(1) You must make sure all door locks can be operated from both inside and outside the proof box.
(2) You must provide guide rails to center the racks as they enter, pass through, and leave the proof box if pans, boards, or trays may be easily dislodged.
Note: | Guide rails are not required in proof boxes unless there are two doors with a pass through or pull through design. |
PDF296-806-42516
Safeguard storage bins.
EXEMPTION: | This requirement does not apply to under-the-counter ingredient bins found in retail stores. |
(1) You must provide locks or latches to keep storage bin covers closed, and gaskets or other equivalent devices, to make sure covers are dust tight.
(2) You must make sure employees lock covers in the open position when entering bins. Covers for bins that employees may enter must have a metal fastener (hasp) and lock that can be locked in the "open" position.
(3) You must provide a standard stationary safety ladder on the inside and outside of storage bins with sides more than five feet deep.
(a) The ends of ladders must be kept away from moving screw conveyors.
(b) Outside ladders must reach from floor level to the top of the bin.
(c) Inside ladders must reach from the top of the bin to the bottom of the bin.
(4) You must provide an electric interlock on the main entrance cover of large storage bins near the interior exit ladder. The interlock needs to prevent feed and unloading screw motors from operating while the cover is open.
Reference: | You may need to follow other requirements found in chapter 296-809 WAC, Confined spaces. |
PDF296-806-42517
Material handling.
You must meet the requirements… | in this section: |
Follow these design requirements for bag lifts (bag arm elevators) and chutes | WAC 296-806-42518 |
Follow these requirements for chain tackle | WAC 296-806-42520 |
Safeguard conveyors | WAC 296-806-42522 |
Use properly designed covers for screw conveyors (augers) | WAC 296-806-42524 |
Safeguard pallet jacks and hand trucks | WAC 296-806-42526 |
PDF296-806-42518
Follow these design requirements for bag lifts (bag arm elevators) and chutes.
(1) You must make sure bag arm elevators with manual takeoff are designed to include:
(a) Maximum operating capacity of seven bags per minute.
(b) Spacing of arms on the conveyor chain to obtain the full capacity of the elevator with the lowest possible chain speed.
(c) An electric limit switch at the unloading end that automatically stops the conveyor chain if any bag does not clear the conveyor arms.
(2) You must make sure bag chutes (gravity chutes for handling flour bags) that incline more than thirty degrees from horizontal:
(a) Are designed to keep the speed of flour bags as low as possible.
(b) Provide an upturn at the lower end of the chute to slow down the bags.
(3) You must prohibit the use of bag or barrel lifts as personnel lifts.
(4) You must prohibit manlifts in bakeries.
PDF296-806-42520
Follow these requirements for chain tackle.
(1) You must mark all chain tackle with the maximum load capacity so the marking is:
(a) Prominently displayed.
(b) Legible.
(c) Permanent.
(2) You must mark all chain tackle with minimum support specifications so the marking is legible and permanent.
(3) You must use safety hooks with chain tackle.
PDF296-806-42522
Safeguard conveyors.
(1) You must install stop bumpers on all delivery ends of conveyors when products are manually removed.
(2) You must make sure all conveyors have "stop" buttons at all operating stations.
(3) You must provide emergency stop bars or switches at any point where both of these exist:
(a) The conveyor feeds into a machine; and
(b) Pinch points or catching hazards exist.
Reference: | Additional requirements for conveyors are found in WAC 296-806-420. |
PDF296-806-42524
Use properly designed covers for screw conveyors (augers).
EXEMPTION: | This requirement does not apply to screw conveyors where there are drop or hinged bottom sections that cannot remain airtight. |
You must design covers for screw conveyors that are:
(1) Removable in convenient sections.
(2) Held in place with stationary clamps. Locate stationary clamps at intervals that will keep all covers dust tight.
PDF296-806-42526
Safeguard pallet jacks and hand trucks.
(1) You must make sure motorized and nonmotorized pallet jacks have a lock or other device that holds the handle in the vertical position when the hand truck is not in use.
(2) You must make sure hand truck casters are set back from corners. Locate them back from corners so they do not present a hazard to employee's toes and heels, but not close enough to cause the hand truck to become unstable.
Reference: | Motorized hand trucks (pallet jacks) are classified as powered industrial trucks. Additional requirements for powered industrial trucks are found in chapter 296-863 WAC. |
PDF296-806-42527
Specific food processing equipment.
You must meet the requirements… | in this section: |
Safeguard bakery slicers | WAC 296-806-42528 |
Safeguard bakery wrapping machines | WAC 296-806-42530 |
Provide troughs with antifriction-bearing casters | WAC 296-806-42532 |
Follow these requirements for trough hoists and similar equipment | WAC 296-806-42534 |
Follow these requirements for dividers | WAC 296-806-42536 |
Safeguard manually-fed dough and cross-roll brakes | WAC 296-806-42538 |
Provide a guard or tripping device on reversible dough brakes | WAC 296-806-42540 |
Follow these requirements for doughnut machines | WAC 296-806-42542 |
Follow these requirements for dumpbins and blenders | WAC 296-806-42544 |
Follow these requirements for flour-handling machines | WAC 296-806-42546 |
Follow these requirements for traveling or track-type flour scales | WAC 296-806-42548 |
Follow these requirements for food grinders and cutters | WAC 296-806-42550 |
Provide covers with interlocks on ingredient premixers, emulsifiers, and similar machines | WAC 296-806-42552 |
Follow these requirements for open fat kettles | WAC 296-806-42554 |
Follow these requirements for steam kettles | WAC 296-806-42556 |
Follow these requirements for chocolate melting, refining, and mixing kettles | WAC 296-806-42558 |
Safeguard meat-processing equipment (circular meat-cutting saws) | WAC 296-806-42560 |
Follow these requirements for horizontal dough mixers | WAC 296-806-42562 |
Follow these requirements for vertical mixers | WAC 296-806-42564 |
Follow these requirements for mechanical-feed moulders | WAC 296-806-42566 |
Follow these requirements for hand-fed moulders | WAC 296-806-42568 |
Design, install, and construct your ovens according to these requirements | WAC 296-806-42570 |
Properly locate emergency "stop" buttons and main shut off valves for ovens | WAC 296-806-42572 |
Inspect and test safety devices on ovens | WAC296-806-42574 |
Follow these requirements for peanut-cooling trucks | WAC 296-806-42576 |
Follow these requirements for pretzel-rolling, pretzel-stick extruding, rotary, and die machines | WAC 296-806-42578 |
Safeguard box and roll-type dough sheeters | WAC 296-806-42580 |
Provide proper enclosures for sifters | WAC 296-806-42582 |
Follow these requirements for sugar and spice pulverizers | WAC 296-806-42584 |
PDF296-806-42528
Safeguard bakery slicers.
(1) You must provide all slicers with a mechanical device to push the last loaf through the slicer knives.
(2) You must equip all slicers with an interlock to deenergize the motor whenever a door, panel, or other point of access to the cutting blades is open.
(3) You must protect employees sharpening blades by installing a barrier guard that provides an opening large enough for the sharpening stone to reach and sharpen slicer blades.
(4) You must provide automatic braking to stop slicers with endless band knives when the motor is not energized.
PDF296-806-42530
Safeguard bakery wrapping machines.
(1) You must extend or locate mechanical control levers that start and stop slicing machine conveyors and wrapping machines so an operator can control both machines from either location.
Note: | 1. The levers should be provided wherever necessary, but arranged so only one station can start the wrapping machine and conveyor assembly. |
Set up or guard controls to prevent accidental starting. | |
2. The electronic control station for starting and stopping the electric motor that drives the wrapping machine and conveyor should be near the clutch-starting lever. |
(2) You must provide a protective cover plate over electric heaters on bakery wrapping machines. The cover plate must be properly separated or insulated from heaters so the plate itself is not a burn hazard to operators.
PDF296-806-42532
Provide troughs with antifriction-bearing casters.
You must provide antifriction-bearing casters on troughs so operators can move and direct them with minimal effort.
PDF296-806-42534
Follow these requirements for trough hoists and similar equipment.
(1) You must mark all hoists and similar equipment with the maximum loading capacity so the marking is:
(a) Prominently displayed.
(b) Legible.
(c) Permanent.
(2) You must mark all hoists with minimum support specifications so that the marking is legible and permanent.
(3) You must provide safety catches for the chain so that it will hold the load in any position.
(4) You must use safety hooks with hoists.
PDF296-806-42536
Follow these requirements for dividers.
You must enclose or safeguard the moving parts in the back of the divider with all of the following:
(1) A complete cover to enclose all moving parts or an enclosure or guard for each individual part to remove separate hazards.
(2) A limit switch to shut off the machine when the rear cover is open.
(3) A hinged guard on the back that cannot be completely removed.
(4) You must make sure that, if a catch or brace is provided for holding the cover open, make sure it will not release due to vibrations or minor bumping, causing the cover to drop on an employee.
Note: | Dividers as discussed in this section utilize pistons, knives and blades to cut and divide large quantities of dough. This does not apply to small vibrating or oscillating rounders. |
PDF296-806-42538
Safeguard manually-fed dough and cross-roll brakes.
(1) You must guard the top roll with a heavy-gage metal shield that extends over the roll to within six inches of the hopper bottom board.
Note: | The shield may be perforated to allow observation of the dough entering the rolls. |
(2) You must provide an emergency "stop" bar that includes a self-engaging brake.
(a) Locate it so that if the operator falls forward or gets their hands caught in the rolls, their body will press against the bar, causing the rolls to stop instantly by opening the circuit to:
(i) Deenergize the drive motor.
(ii) Activate a spring-set magnetic brake.
(b) Activate the emergency "stop" bar before each shift to make sure it is functioning properly.
PDF296-806-42540
Provide a guard or tripping device on reversible dough brakes.
You must provide a guard or tripping device on each side of the rolls of reversible dough brakes. The guard or device must be designed so that it stops the machine or reverses the direction of the rolls, if moved by the operator.
PDF296-806-42542
Follow these requirements for doughnut machines.
You must provide separate flues for venting both of the following:
(1) Vapors from the frying section; and
(2) Products of combustion from the combustion chamber used to heat the fat.
PDF296-806-42544
Follow these requirements for dumpbins and blenders.
(1) You must make sure dumpbin and blender hoods are large enough to prevent circulation of flour dust outside the hoods.
(2) You must provide a stop control device for dumpbins and blenders located close to the operator's work station.
(3) You must position dumpbins at an appropriate height from the floor so that operators can dump flour from bags without excessive strain or fatigue.
(4) You must provide a bag rest stop, when the edge of a dumpbin is more than twenty-four inches above the floor.
PDF296-806-42546
Follow these requirements for flour-handling machines.
You must make sure the following safeguards are used when flour-handling systems are run in electrical unity with one another:
(1) When the beginning of the system is located far from its final delivery end, make sure:
(a) All electric motors operating the system have one control at each end; and
(b) Either control will stop all motors.
(2) Arrange control circuits for magnetic controllers so opening any limit switch on an individual unit will deenergize all motors on that unit.
PDF296-806-42548
Follow these requirements for traveling or track-type flour scales.
(1) You must provide bar handles for the moving of traveling or track-type flour scales.
Note: | For easier grip, the bar should be at least one inch in diameter. |
(2) You must guard trolley track wheels.
PDF296-806-42550
Follow these requirements for food grinders and cutters.
You must make sure that food grinders and cutters:
(1) Have an interlock so machines with removable hoppers cannot be operated when the hopper is removed.
(2) Limit access to hoppers where grid guards cannot be used by providing feed conveyors or baffle-type hoppers. Hoppers must be both:
(a) Enclosed and provided with hinged covers; and
(b) Equipped with an electric interlock so the machine will not operate with the cover open.
PDF296-806-42552
Provide covers with interlocks on ingredient premixers, emulsifiers, and similar machines.
You must provide covers that attach to machines that have top openings.
Note: | The covers should be arranged and interlocked so that power to the machine is shut off when the cover is opened far enough for the operator's fingers to come in contact with the beaters. |
PDF296-806-42554
Follow these requirements for open fat kettles.
(1) You must keep the floor around kettles in nonslip condition.
(2) You must make sure the top of the kettle is at least thirty-six inches above the floor or working level.
PDF296-806-42556
Follow these requirements for steam kettles.
(1) You must provide positive locking devices to hold kettles in the desired position.
(2) You must provide safety devices for steam kettles according to: The American Society of Mechanical Engineers (ASME) Pressure Vessel Code, section VIII, division I, Unfired Pressure Vessels, 2001, Kettles with Steam Jackets.
PDF296-806-42558
Follow these requirements for chocolate melting, refining, and mixing kettles.
(1) You must provide a cover to enclose the top of the kettle.
(2) You must make sure the bottom outlet of each kettle is designed so the operator cannot:
(a) Reach in to touch the revolving paddle.
(b) Come in contact with the shear point between the paddle and the side of the kettle.
PDF296-806-42560
Safeguard meat-processing equipment (circular meat-cutting saws).
EXEMPTION: | These requirements do not apply to table-top slicers such as those used in delis and restaurants. |
Reference: | When bandsaws are used to cut meat, follow the requirements in, Make sure bandsaws meet these requirements, WAC 296-806-48042. |
(1) Make sure all circular meat-cutting saws have both:
(a) Constant pressure controls; and
(b) A brake that automatically begins to stop the blade when the switch is released.
(2) You must make sure each circular meat-cutting saw has a protective guard between the operator and the blade.
(3) You must provide suspended, counterbalanced circular meat-cutting saws with guards that cover at least one of the following:
(a) Twenty-five degrees of the blade if the saw has two-hand controls; or
(b) Ninety degrees of the blade if the saw can be operated with one hand.
(4) You must provide saws that are not suspended with a guard that covers ninety degrees of the blade.
Note: | The size of the guard depends on whether it is suspended or has one- or two-handed controls. |
PDF296-806-42562
Follow these requirements for horizontal dough mixers.
(1) You must make sure mixers are equipped with both of the following:
(a) An individual motor and control; and
(b) A conveniently located manual switch that prevents the mixer from being started during servicing or cleaning.
(2) You must locate electrical control stations so control operators have a full view of bowls in the "open" position. These controls, other than a "stop" switch, must not be duplicated.
(3) You must provide mixers with a full enclosure over the bowl that remains closed whenever the agitator is in motion. Minor openings in the enclosure during operation, such as ingredient doors and flour inlets, must each be less than one and one-half square feet in area.
EXEMPTION: | The full enclosure does not have to remain closed if the mixer has a dumping arrangement that provides safety devices where operators must use both hands in either of these situations: |
1. When the agitator is in motion under power and the bowl is open more than one-fifth of its total opening; or | |
2. When starting the agitator, if the bowl is open more than one-fifth of its total opening. |
(4) You must make sure overhead covers or doors that can accidentally close are either:
(a) Counterbalanced to remain in the "open" position; or
(b) Provided with a catch, brace, or other positive means to hold them open until the operator releases them.
(5) You must locate valves and controls that regulate the coolant in mixer jackets so they can be accessed without creating hazards to the operator.
PDF296-806-42564
Follow these requirements for vertical mixers.
(1) You must provide a safeguarding device to protect employees from the point of operation, if the nature of the work exposes them to contact with:
(a) The pinch point where the mixing tool meets the bowl.
(b) The catching hazard of the mixing tool.
Note: | When evaluating exposure, the following conditions need to be considered: |
1. How the mixer functions such as visibility of the agitator or ability to accidentally switch the mixer on. | |
2. How the worker performs operations such as adding ingredients without scraping the bowl or reaching into the bowl when the mixer is in motion. | |
3. How close the worker gets to the hazard during operation. | |
4. The worker's tools, clothing, jewelry, or hair that might get caught or fall into mixer. | |
5. Type of guarding, if any. | |
6. Slipping or tripping hazards in the area. |
(2) You must make sure mixers are equipped with both of the following:
(a) An individual motor and control; and
(b) A conveniently located manual switch that prevents the mixer from being started during servicing or cleaning.
(3) You must make sure overhead panels or doors on mixers that can accidentally close are either:
(a) Counterbalanced to remain in an open position; or
(b) Provided with catches, braces, or other positive means to hold them open until the operator releases them.
(4) You must make sure bowl-locking devices are the type that must be intentionally unlocked by the operator.
(5) You must provide devices for moving filled bowls that weigh more than eighty pounds in and out of the mixing position on the machine.
PDF296-806-42566
Follow these requirements for mechanical-feed moulders.
You must make sure hoppers for mechanical-feed moulders are designed and connected to the proofer so employee's hands cannot contact the in-running rolls.
PDF296-806-42568
Follow these requirements for hand-fed moulders.
(1) You must provide hand-fed moulders with either of the following, so employee's hands cannot enter the hopper and contact in-running rolls:
(a) A hopper that can be extended high enough to protect the employee. The top edge of the hopper needs to be well rounded to prevent injury when struck or bumped by an employee's hand; or
(b) A belt feed device.
(2) You must provide each of these workers with a stopping device that can be easily reached:
(a) The operator feeding the moulder.
(b) The employee taking the dough away from the moulder.
PDF296-806-42570
Design, install, and construct your ovens according to these requirements.
(1) You must make sure all ovens manufactured or installed before August 13, 1999 meet or exceed ANSI Z50.1-1947 design, manufacturing, and installation requirements.
(2) You must make sure all ovens manufactured or installed on or after August 13, 1999 meet the design, manufacturing, and installation requirements in ANSI/NFPA 86-1999.
PDF296-806-42572
Properly locate emergency "stop" buttons and main shut off valves for ovens.
(1) You must locate emergency stop buttons on mechanical ovens close to where operators are stationed.
(2) You must locate main shutoff valves where they can be accessed in case of an emergency. Main shutoff valves that permit turning off the fuel or steam in case of an emergency must operate independently of any automatic valves.
PDF296-806-42574
Inspect and test safety devices on ovens.
(1) You must inspect ovens at least twice a month by a formally appointed, properly trained, bakery employee. Include the following in your inspection:
(a) All safety devices.
(b) Testing of all safety shutoff valves, making sure they are positively tight.
(2) You must make sure a representative of the oven manufacturer performs an annual inspection.
(3) You must test all piping on ovens to make sure they are gas tight.
(4) You must test oven duct systems on indirect recirculating ovens that operate under pressure for tightness at the following intervals:
(a) When the oven is first started.
(b) At least every six months after that.
PDF296-806-42576
Follow these requirements for peanut-cooling trucks.
You must make sure the entire top of the peanut-cooling truck has a grid-type cover.
PDF296-806-42578
Follow these requirements for pretzel-rolling, pretzel stick extruding, rotary, and die machines.
You must protect the operator's hands from getting caught in moving parts by doing at least one of the following:
(1) Cover the entire opening of dough hoppers with grid-type guards.
(2) Extend the hopper higher.
PDF296-806-42580
Safeguard box and roll-type dough sheeters.
(1) You must guard exposed rolls with either of these methods:
(a) Guard the nip point of exposed sheeting rolls at the point where the dough enters the rolls; or
(b) Provide an emergency "stop" bar that extends the length of unguarded rolls that will stop the rolls on contact with the operator, if a barrier guard interferes with machine operation.
(2) You must provide a stopping device for hoppers.
(a) Provide an automatic "stop" bar or stopping device along the back edge of the hopper.
(b) If machine construction does not allow for this, place the bar or device where it will be most effective.
PDF296-806-42582
Provide proper enclosures for sifters.
You must make sure enclosures on flour sifters:
(1) Are dust tight.
(2) Allow for ease of interior inspection.
PDF296-806-42584
Follow these requirements for sugar and spice pulverizers.
(1) You must remove static electricity by grounding all drive belts used in sugar and spice pulverizers by using metal combs.
(2) You must follow the National Fire Protection Association (NFPA) 61-1999, standard for pulverizing sugar and spice grinding in order to prevent fires and dust explosions in agricultural and food products facilities.
(3) You must provide magnetic separators to reduce fire and explosion hazards.
PDF296-806-430
Forging machines.
Summary
If your specific machine or operation is not listed here, then follow any general requirements in this section along with the "Requirements for all machines" found in this chapter, WAC 296-806-200 and 296-806-300.
The requirements in this section apply to machines used in the forming of hot metal, such as hot trimming presses, forging hammers, hot forging presses, upsetters, hot bending and hot metal presses, and equipment used in boltheading and rivet making, as well as other forging equipment. For specific forging machine requirements, see Table 430-1.
EXEMPTION: | This section does not apply to cold forging operations. |
Your responsibility:
To make sure all forging and associated equipment in your workplace are constructed, operated, and maintained in a safe manner.
GENERAL REQUIREMENTS FOR FORGING MACHINES
You must meet the requirements… | in this section: |
Follow these safety requirements when using lead and lead casts | WAC 296-806-43002 |
Properly inspect and maintain forging equipment | WAC 296-806-43004 |
Use safety blocks on hammers and presses | WAC 296-806-43006 |
Make sure tongs meet these requirements | WAC 296-806-43008 |
Protect employees when removing scale | WAC 296-806-43010 |
Provide adequate foundations for hammers and presses | WAC 296-806-43012 |
Follow these requirements for manually operated valves and switches | WAC 296-806-43014 |
Table 430-1
Specific Requirements for Forging Machines
WACs needed in addition to those included under "General Requirements for Forging Machines" | Steam hammers | Airlift hammers | Board hammers | Saws |
WAC 296-806-43016 Use die keys and shims made of proper-grade material | X | X | ||
WAC 296-806-43018 Provide a safety cylinder head | X | X | ||
WAC 296-806-43020 Provide a shutoff valve | X | X | ||
WAC 296-806-43022 Provide a means for cylinder draining | X | X | ||
WAC 296-806-43024 Follow these requirements for pressure pipes | X | X | ||
WAC 296-806-43026 Follow these requirements when using board hammers | X | |||
WAC 296-806-43028 Protect against sparks from saws | X |
PDF296-806-43002
Follow these safety requirements when using lead and lead casts.
(1) You must provide thermostats for heating elements to prevent overheating.
(2) You must provide a means of exhaust for fixed or permanent lead pot installations.
(3) You must provide a covered container to store dross skimmings.
(4) You must keep equipment clean, especially from accumulations of yellow lead oxide.
Reference: | 1. For requirements about, Personal protective equipment (PPE), see the Safety and health core rules, WAC 296-800-160. |
2. For ventilation requirements when using portable lead pot units, see the General occupational health standards, chapter 296-62 WAC. |
PDF296-806-43004
Properly inspect and maintain forging equipment.
(1) You must keep all forge shop equipment in safe operating condition.
(2) You must train personnel in proper inspection and maintenance procedures.
(3) You must establish periodic and regular safety inspections.
(4) You must schedule frequent and regular safety inspections of all guards and point-of-operation protection devices.
(5) You must keep written records of safety inspections that include all of the following:
(a) Date of the inspection.
(b) Signature of the person doing the inspection.
(c) Serial number or other identification for the piece of equipment inspected.
(6) You must safeguard all overhead machinery parts so they do not fly off or fall, if the equipment breaks.
PDF296-806-43006
Use safety blocks on hammers and presses.
(1) You must use safety blocks on hammers and presses when dies are being changed and maintenance or repair work is being done on the machine.
(2) You must provide safety blocks or wedges that meet or exceed the specifications and dimensions shown in Table 430-2.
Table 430-2
Strength and Dimensions for Wood Safety Blocks or Wedges
Size of timber inches using actual dimensions | 4x4 | 6x6 | 8x8 | 10x10 | 12x12 | |
Square inches in cross section | 16 | 36 | 64 | 100 | 144 | |
Minimum allowable crushing strength parallel to grain, p.s.i. | 5,000 | 5,000 | 5,000 | 5,000 | 5,000 | Note: Adapted from U.S. Department of Agriculture Technical Bulletin 479. Hardwoods recommended are those whose ultimate crushing strengths in compression parallel to grain are 5,000 p.s.i. (pounds per square inch) or greater. |
Maximum static load within short column range | 80,000 | 180,000 | 320,000 | 500,000 | 720,000 | Note: Slenderness ratio formula for short columns is L/d = 11, where L = length of timber in inches and d = least dimension in inches; this ratio should not exceed 11. |
Safety factor | 10 | 10 | 10 | 10 | 10 | |
Maximum recommended weight of forging hammer for timber used | 8,000 | 18,000 | 32,000 | 50,000 | 72,000 | |
Maximum allowable length of timber in inches | 44 | 66 | 88 | 100 | 132 |
PDF296-806-43008
Make sure tongs meet these requirements.
You must make sure tongs used with hammers, presses, upsetters, and forging equipment used in boltheading and rivet making, meet the following requirements:
(1) They are long enough so the worker can use the tongs without standing behind them, in order to avoid injury, in case of kickback.
(2) The handle ends are not sharp.
Note: | 1. The worker should be instructed about proper body positions when using tongs. |
2. Tongs should be checked periodically to see that they remain at the proper hardness level for the job. | |
3. Rings or equivalent devices that are used for locking tongs should be inspected periodically to make sure they are safe. |
PDF296-806-43010
Protect employees when removing scale.
You must protect employees at every hammer and press by:
(1) Making sure they do not place a hand or arm between the dies by providing them with devices that reach the full length of the die when removing scale. Examples include:
(a) Oil swabs.
(b) Scale removers.
(c) Other devices that remove scale by reaching the full length of the die.
(2) Stopping flying scale through construction and arrangement of a scale guard that is of substantial construction at the back of every hammer and press.
PDF296-806-43012
Provide adequate foundations for hammers and presses.
You must provide foundations adequate to support the imposed weight and normal work stress for hammers and presses. Hammers and presses must remain on their foundations.
PDF296-806-43014
Follow these requirements for manually operated valves and switches.
You must make sure all manually operated valves and switches are clearly identified and readily accessible for all of the following:
(1) Presses.
(2) Upsetters.
(3) Forging equipment involved in boltheading and rivet making.
PDF296-806-43015
Hammers.
You must meet the requirements… | in this section: |
Use die keys and shims made of proper-grade material | WAC 296-806-43016 |
Provide a safety cylinder head | WAC 296-806-43018 |
Provide a shutoff valve | WAC 296-806-43020 |
Provide a means for cylinder draining | WAC 296-806-43022 |
Follow these requirements for pressure pipes | WAC 296-806-43024 |
Follow these requirements when using board hammers | WAC 296-806-43026 |
PDF296-806-43016
Use die keys and shims made of proper-grade material.
You must make sure that die keys and shims are made from a grade of material that will not easily crack or splinter.
Note: | Die keys and shims should not project more than two inches in front and four inches in back of the ram or die. |
PDF296-806-43018
Provide a safety cylinder head.
You must make sure that every steam, airlift, or air hammer has a safety cylinder head that acts as a cushion if the rod breaks or pulls out of the ram.
PDF296-806-43020
Provide a shutoff valve.
You must provide each steam and airlift hammer with a quick-closing emergency valve in the admission pipeline that is distinctly marked and in a convenient location. This valve needs to be closed and locked in the "off" position when the hammer is being adjusted, repaired, or serviced, or the dies are being changed.
Reference: | For requirements about Lockout/tagout (control of hazardous energy), see chapter 296-803 WAC. |
PDF296-806-43022
Provide a means for cylinder draining.
(1) You must provide a means for draining cylinders on steam hammers.
(2) You must provide airlift hammers with both main head and clamp cylinder drains.
PDF296-806-43024
Follow these requirements for pressure pipes.
You must provide steam or air pressure piping on power-driven hammers that meets or exceeds the requirements in:
(1) ANSI B31.1.0-1967, Power Piping, with addenda ANSI B31.1.06-1971, for hammers constructed before January 1, 2005.
(2) ANSI B31.1.0-2001, Power Piping, with addenda ANSI B31.1.0A-2001, for hammers constructed on or after January 1, 2005.
PDF296-806-43026
Follow these requirements when using board hammers.
(1) You must securely fasten a suitable enclosure to gravity-dropped board hammers to prevent damaged or detached boards from falling.
(2) You must properly secure all major assemblies and fittings that can loosen and fall.
PDF296-806-43027
Other forge facility equipment.
You must meet the requirements… | in this section: |
Protect against sparks from saws | WAC 296-806-43028 |
PDF296-806-43028
Protect against sparks from saws.
You must provide all saws with a sheet metal guard that is positioned to stop sparks. The guard must be constructed of at least one-eighth inch sheet metal.
Note: | It is advisable to provide all saws with a means to trap sparks below the saw and to use a tank of water below the saw to reduce the fire hazard. |
Reference: | Other saw requirements may be found in, Saws and cutting heads, WAC 296-806-480. |
PDF296-806-435
Garbage waste disposals.
Summary
In addition to the requirements in this section, you need to refer to the following sections of this chapter in order to fully protect your employees from machine hazards:
Requirements for all machines, WAC 296-806-200 and 296-806-300.
This section applies to the hazards associated with garbage (waste) disposals found in the workplace. These requirements are designed to protect employees from hazards associated with the point of operation and flying materials.
Your responsibility:
To protect employees from hazards associated with garbage (waste) disposals.
You must meet the requirements… | in this section: |
Safeguard garbage (waste) disposal equipment | WAC 296-806-43502 |
PDF296-806-43502
Safeguard garbage (waste) disposal equipment.
(1) You must protect employees exposed to the hazards of screw conveyor disposals with a properly designed and mounted trimboard cover that remains in place during operation.
(2) You must provide guarding to protect employees from contact with knives or blades of disposal units. The guards need to be strong enough so that an employee's downward thrusting motion will not cause the guard material to open larger than two inches.
Reference: | You may need to follow additional requirements found in, Make sure guards meet these requirements, WAC 296-806-20042, to keep employees from contacting the knives or blades of disposals. |
PDF296-806-440
Glue spreaders.
Summary
In addition to the requirements in this section, you need to refer to the following sections of this chapter in order to fully protect your employees from machine hazards:
Requirements for all machines, WAC 296-806-200 and 296-806-300.
This section applies to safeguarding and emergency controls used to protect employees from the hazards associated with cleaning and operating glue spreaders.
Your responsibility:
To protect employees from hazards associated with glue spreaders.
You must meet the requirements… | in this section: |
Provide guards and automatic shutoffs on glue spreaders | WAC 296-806-44002 |
PDF296-806-44002
Provide guards and automatic shutoffs on glue spreaders.
(1) You must enclose the in-running side of glue spreaders, leaving enough space to insert stock.
(2) You must provide an emergency stop control, such as a panic bar or similar device, that can be reached from the infeed and outfeed sides of the spreader to shut off the power in an emergency.
Note: | You may need two controls to reach the emergency stop control from both the infeed and outfeed sides. |
PDF296-806-445
Ironworkers.
Summary
In addition to the requirements in this section, you need to refer to the following sections of this chapter in order to fully protect your employees from machine hazards:
Requirements for all machines, WAC 296-806-200 and 296-806-300.
This section applies to the hazards associated with hydraulic and mechanical ironworkers.
Your responsibility:
To protect employees from hazards associated with ironworkers.
You must meet the requirements… | in this section: |
Safeguard ironworkers point of operation | WAC 296-806-44502 |
Follow these requirements for adjustable restrictors when safeguarding ironworkers | WAC 296-806-44504 |
PDF296-806-44502
Safeguard ironworkers point of operation.
You must safeguard the different operating stations on ironworkers according to requirements for all machines, safeguarding methods, WAC 296-806-20042 through 296-806-20058.
EXEMPTION: | If the point-of-operation opening is one-fourth inch or less, safeguarding is not required. |
PDF296-806-44504
Follow these requirements for adjustable restrictors when safeguarding ironworkers.
You must use adjustable restrictors for safeguarding only when guards, devices, or awareness barriers are not feasible.
PDF296-806-450
Lathes.
Summary
In addition to the requirements in this section, you need to refer to the following sections of this chapter in order to fully protect your employees from machine hazards:
Requirements for all machines, WAC 296-806-200 and 296-806-300.
This section applies to the hazards associated with metal and woodworking lathes.
Your responsibility:
To protect employees from hazards associated with metal and woodworking lathes.
METAL LATHES
You must meet the requirements… | in this section: |
Provide shields or guards on metal lathes for chip or coolant hazards | WAC 296-806-45002 |
Safeguard work-holding devices (chucks) | WAC 296-806-45004 |
Follow these requirements for chip control and handling | WAC 296-806-45006 |
Safeguard power-clamping devices | WAC 296-806-45008 |
Restrain extended workpieces on horizontal lathes | WAC 296-806-45010 |
PDF296-806-45002
Provide shields or guards on metal lathes for chip or coolant hazards.
You must provide a shield or other equally effective guard to prevent chips or coolant from being thrown or splashed on the operator, aisle, or other assigned work area, when exposed to these hazards. Examples of guards include permanent chip and coolant shields.
PDF296-806-45004
Safeguard work-holding devices (chucks).
You must provide a fixed or movable guard, device, awareness barrier, or peripheral cover over areas exposed to the operator on work-holding devices or chucks when:
(1) They are in the clamped mode and have parts that extend beyond the outside diameter of the holding device.
(2) They have an irregular shape to the periphery of their body.
PDF296-806-45006
Follow these requirements for chip control and handling.
You must make sure employees' hands do not contact chips that are being generated, such as long stringy chips.
Note: | Chips may be removed by using things such as tools, pullers, brushes, and shovels. |
PDF296-806-45008
Safeguard power-clamping devices.
You must protect the operator from the hazards of thrown material when the clamping device does not have adequate pressure to hold the material.
Note: | Examples of safeguarding methods include: |
1. Interlocks. | |
2. Retaining covers that contain the workpiece if it falls or flies out from the clamped work-holding device. | |
3. Visual or audible warnings that are located so they can be seen or heard by the operator in the normal work area, making the operator aware that there is no pressure on the clamp side of the actuator. |
PDF296-806-45010
Restrain extended workpieces on horizontal lathes.
You must safeguard employees from the hazards of work pieces that extend beyond the edges of the horizontal lathe by:
(1) Restraining work pieces as needed to prevent whipping; and
(2) Isolating work pieces with an awareness barrier, fixed or movable guard, or railing.
PDF296-806-45011
Woodworking lathes.
You must meet the requirements… | in this section: |
Guard cutting heads on profile lathes and swing-head lathes | WAC 296-806-45012 |
Guard cutting heads on turning lathes | WAC 296-806-45014 |
Guard automatic turning lathes | WAC 296-806-45066 |
Guard wood lathes used for turning long pieces of stock | WAC 296-806-45018 |
PDF296-806-45012
Guard cutting heads on profile lathes and swing-head lathes.
(1) You must cover all cutting heads on profile lathes, swing-head lathes, and heel-turning machines with a metal guard.
(2) You must make sure guards are made of:
(a) Sheet metal at least one-sixteenth inches thick.
(b) Cast iron at least three-sixteenth inches thick.
PDF296-806-45014
Guard cutting heads on turning lathes.
You must install hoods or shields that cover as completely as possible all cutting heads, whether or not they rotate.
Note: | The hood or shield should be hinged to the machine so it can be moved to make adjustments. |
PDF296-806-45016
Guard automatic turning lathes.
You must install hoods that completely enclose the cutter blades, except at contact points where stock is being cut, on the following types of machines:
(1) Shoe last and spoke lathes.
(2) Doweling machines.
(3) Heel-turning machines.
(4) Automatic turning lathes with rotating knives.
PDF296-806-45018
Guard wood lathes used for turning long pieces of stock.
You must install long, curved guards extending over lathe tops where work pieces are held only between the two centers, to prevent stock from being thrown out of the machine.
PDF296-806-455
Mechanical power presses.
Summary
In addition to the requirements in this section, you need to refer to the following sections of this chapter in order to fully protect your employees from machine hazards:
Requirements for all machines, WAC 296-806-200 and 296-806-300.
This section applies to mechanically powered machines that transmit force to cut, form, or assemble metal or other materials through tools or dies attached to or operated by slides.
EXEMPTION: | This section does not apply to: |
1. Power press brakes. | |
2. Hydraulic power presses. | |
3. Pneumatic power presses. | |
4. Slow-acting horizontal mechanical presses with large beds (bulldozers). | |
5. Hot bending and hot metal presses. | |
6. Forging presses and hammers. | |
7. Riveting machines. | |
8. Cold headers and cold formers. | |
9. Eyelet machines. | |
10. High energy rate presses. | |
11. Ironworkers and detail punches. | |
12. Metal shears. | |
13. Powdered metal presses. | |
14. Press welders. | |
15. Turret and plate punching machines. | |
16. Wire termination machines. | |
17. Welding presses. |
Reference: | 1. See, Forging machines, for forging press and hammer requirements, WAC 296-806-430. |
2. See, Ironworkers, for requirements for ironworkers, WAC 296-806-445. | |
3. See, Press brakes, for power press brake requirements, WAC 296-806-465. |
Your responsibility:
To make sure mechanical power presses meet the requirements of this section.
Design and construction
You must meet the requirements… | in this section: |
Make sure mechanical power presses are properly designed and constructed | WAC 296-806-45502 |
PDF296-806-45502
Make sure mechanical power presses are properly designed and constructed.
(1) You must make sure mechanical power presses manufactured before January 1, 2005, meet the requirements of American National Standards Institute (ANSI) B11.1-1971, Safety Requirements for the Construction, Care, and Use of Mechanical Power Presses.
(2) You must make sure mechanical power presses manufactured, reconstructed, or modified on or after January 1, 2005, meet the requirements of ANSI B11.1-2001, Safety Requirements for Mechanical Power Presses.
PDF296-806-45503
Safeguarding.
You must meet the requirements… | in this section: |
Safeguard presses that use unitized tooling | WAC 296-806-45504 |
Protect operators from guidepost hazards | WAC 296-806-45506 |
Safeguard the point of operation | WAC 296-806-45508 |
Make sure point-of-operation guards are properly designed and constructed | WAC 296-806-45510 |
Make sure barrier guards meet these requirements | WAC 296-806-45512 |
Make sure point-of-operation devices are effective | WAC 296-806-45514 |
Make sure presence-sensing devices used to safeguard the point of operation meet these requirements | WAC 296-806-45516 |
Make sure pull-back devices used to safeguard the point of operation meet these requirements | WAC 296-806-45518 |
Make sure restraint (holdout) devices used to safeguard the point of operation meet these requirements | WAC 296-806-45520 |
Make sure two-hand control devices used to safeguard the point of operation meet these requirements | WAC 296-806-45522 |
Make sure two-hand trip devices used to safeguard the point of operation meet these requirements | WAC 296-806-45524 |
Provide additional safeguards when the operator puts one or both hands into the point of operation | WAC 296-806-45526 |
PDF296-806-45504
Safeguard presses that use unitized tooling.
You must safeguard the opening between the top of the punch holder and the face of the slide or striking pad by using properly installed, adjusted, and maintained guards or devices.
PDF296-806-45506
Protect operators from guidepost hazards.
You must use properly installed, adjusted, and maintained guards or devices to protect operators from the hazards created by:
(1) Guideposts separating from their bushings.
(2) Similar pinch points between the slide (moving die) and fixed die or press attachments.
EXEMPTION: | This requirement does not apply if the opening is one-fourth inch or less, before use. |
PDF296-806-45508
Safeguard the point of operation.
You must protect employees from point-of-operation hazards by using properly installed, adjusted, and maintained guards or devices.
EXEMPTION: | This requirement does not apply if the point-of-operation opening is one-fourth inch or less, before use. |
Note: | 1. You may use a combination of guards and devices as long as employees are completely protected from point-of-operation hazards. |
2. Hand tools used for placing materials into the press, or removing them from the press, are not a substitute for point-of-operation guards or devices. |
PDF296-806-45510
Make sure point-of-operation guards are properly designed and constructed.
You must make sure each guard:
(1) Prevents the operator's hands or other body parts from reaching through, over, under, or around the guard into the point of operation.
(2) Has no opening larger than the maximum permissible openings shown in Table 200-1, Largest Allowable Guard Openings, WAC 296-806-20042.
(3) Does not create a pinch point between the guard and moving machine parts.
(4) Uses fasteners that cannot be easily removed by the operator.
(5) Is easy to inspect.
(6) Provides the best view of the point of operation for the type of work.
PDF296-806-45512
Make sure barrier guards meet these requirements.
(1) You must make sure a fixed barrier guard is attached to a fixed surface such as the stripper, die shoe, press frame, or bolster plate.
(2) You must make sure the interlocked barrier guard:
(a) Is attached to a fixed surface such as the press frame or bolster plate.
(b) Prevents cycling (stroking) of the press when the interlocked section of the guard is not in the protecting position.
(c) Cannot open until hazardous motion of the slide has stopped.
(3) You must not use the hinged or movable sections of an interlocked barrier guard for manual feeding.
(4) You must make sure an adjustable barrier guard is:
(a) Attached to a fixed surface such as the press frame, bolster plate, or die shoe.
(b) Adjusted only by authorized persons who can apply Table 200-1, Largest Allowable Guard Openings, WAC 296-806-20042.
Reference: | See, Provide additional safeguards when the operator puts one or both hands into the point of operation, WAC 296-806-45526, for additional safeguards that are required if the operator puts one or both hands into the point of operation to feed or remove parts, and the point of operation is protected by a Type B gate or movable barrier device. |
PDF296-806-45514
Make sure point-of-operation devices are effective.
(1) You must make sure point-of-operation devices protect the operator from hazards as shown in Table 455-1, Point-of-Operation Devices.
(2) You must make sure the motor start button is protected against accidental contact.
Table 455-1
Point-of-Operation Devices
Type of device | Type of operator protection that must be provided: |
Presence-sensing device (part-revolution clutch press) | If the operator's hands or other body part are in the point of operation: |
1. Prevents initiating a press cycle (stroke); | |
or | |
2. Stops the press during the closing portion of the cycle (stroke) | |
Presence-sensing device (full-revolution clutch press) | Do not use for point-of-operation safeguarding |
Pull-back device | As the die closes: |
1. Withdraws the operator's hands if they are located in the point of operation; | |
or | |
2. Prevents the operator from reaching into the point of operation | |
Restraint (holdout) device | Prevents the operator from reaching into the point of operation at all times |
2-hand control device 2-hand trip device | Requires operators to use both hands to activate controls that are far enough away from the point of operation so the slide completes the closing portion of the cycle (stroke) or stops before they can reach into the point of operation |
Type A gate or movable barrier device | Encloses the point of operation: |
1. Before a press cycle (stroke) can be initiated; | |
and | |
2. Remains closed until slide motion has stopped | |
Type B gate or movable barrier device | Encloses the point of operation: |
1. Before a press cycle (stroke) can be initiated; | |
and | |
2. Remains closed until slide motion has stopped during the closing portion of the cycle (stroke) | |
Sweep device | Do not use for point-of-operation safeguarding |
PDF296-806-45516
Make sure presence-sensing devices used to safeguard the point of operation meet these requirements.
(1) You must make sure the presence-sensing device is interlocked into the control circuit to prevent or stop slide motion if the operator's hand or other body part is within the sensing field of the device during the downstroke of the press slide.
(2) You must make sure muting of the device is done only during the upstroke of the press slide.
(3) You must make sure failure of any component of the device:
(a) Does not prevent normal stopping action of the press.
(b) Prevents initiation of another cycle (stroke) until corrected.
(c) Is indicated by the system.
(4) You must use guards to protect all areas of entry to the point of operation not protected by the presence-sensing device.
(5) You must make sure the sensing field of the device is located farther from the point of operation than the minimum safety distance as determined by the following formula:
D = 63 x T
Where:
D = minimum safety distance (in inches)
T = stopping time of the press measured at approximately the 90 degree position of crankshaft rotation (in seconds)
Example: | The number in the formula represents the hand speed of the operator (sixty-three inches per second). If your press has a stopping time of one-half second (.5 second), the calculations would be: |
D = 63 x .5 = 31.5 | |
The sensing field would need to be at least thirty-one and one-half inches from the point of operation. |
Reference: | See, Provide additional safeguards when the operator puts one or both hands into the point of operation, WAC 296-806-45526, while feeding or removing parts, for additional safeguards that are required if the operator puts one or both hands into the point of operation to feed or remove parts, and the point of operation is protected by a presence-sensing device. |
PDF296-806-45518
Make sure pull-back devices used to safeguard the point of operation meet these requirements.
(1) You must make sure presses requiring more than one operator have a separate pull-back device for each operator.
(2) You must make sure each pull-back device has attachments:
(a) For each of the operator's hands.
(b) That are connected to and operated only by the press slide or its attached die.
(c) That are adjusted to either:
(i) Prevent the operator from reaching into the point of operation; or
(ii) Withdraw the operator's hands from the point of operation before the dies close.
(3) You must check each pull-back device that is being used for proper adjustment at these times:
(a) At the start of each operator shift.
(b) After a new die set-up.
(c) When operators are changed.
(4) You must complete necessary maintenance or repair work before operating the press.
Reference: | For recordkeeping requirements for maintenance or repair work, see Inspect and maintain presses, WAC 296-806-45540. |
PDF296-806-45520
Make sure restraint (holdout) devices used to safeguard the point of operation meet these requirements.
(1) You must make sure presses requiring more than one operator have separate restraint devices for each operator.
(2) You must make sure each restraint device has attachments:
(a) For each of the operator's hands.
(b) That are securely anchored.
(c) That are adjusted so the operator cannot reach into the point of operation.
PDF296-806-45522
Make sure two-hand control devices used to safeguard the point of operation meet these requirements.
(1) You must make sure presses that require more than one operator:
(a) Have separate two-hand controls for each operator.
(b) Need concurrent application of all operators' controls to activate the slide.
(2) You must make sure the slide stops if any operator's hand is removed from a control button.
(3) You must make sure two-hand controls are fixed in position and can be moved only by authorized persons.
(4) You must make sure the controls are located farther from the point of operation than the minimum safety distance as determined by the following formula:
D = 63 x T
Where:
D = minimum safety distance (in inches)
T = stopping time of the press measured at approximately the 90 degree position of crankshaft rotation (in seconds)
Example: | The number in the formula represents the hand speed of the operator (63 inches per second). If your press has a stopping time of one-half second (.5 second), the calculations would be: |
D = 63 x .5 = 31.5 | |
The controls would need to be at least 31 1/2 inches from the point of operation. |
Reference: | See, Provide additional safeguards when the operator puts one or both hands into the point of operation, WAC 296-806-45526, for additional required safeguards. |
PDF296-806-45524
Make sure two-hand trip devices used to safeguard the point of operation meet these requirements.
(1) You must make sure presses requiring more than one operator:
(a) Have separate two-hand trips for each operator.
(b) Need concurrent application of all operators' controls to activate the slide.
(2) You must make sure the two-hand trips are fixed in position and can be moved only by authorized persons.
(3) You must make sure the controls are located farther from the point of operation than the minimum safety distance as determined by the following formula:
D = 63 x T
Where:
D = minimum safety distance (in inches)
T = the maximum time the press takes for the die to close after the press has been tripped (in seconds)
Example: | The number in the formula represents the hand speed of the operator (63 inches per second). If your press has a die closing time of one-half second (.5 second), the calculations would be: |
D = 63 x .5 = 31.5 | |
The trip devices would need to be at least 31 1/2 inches from the point of operation. |
PDF296-806-45526
Provide additional safeguards when the operator puts one or both hands into the point of operation.
Important:
This rule applies when the operator puts one or both hands into the point of operation to feed or remove parts, and the point of operation is protected by any of the following:
1. Presence-sensing device.
2. Two-hand control.
3. Type B gate or movable barrier device.
(1) You must make sure the press has both a:
(a) Stopping-performance monitor (previously called brake-system monitor); and
(b) Control system that monitors the performance of safety-related functions (previously called control reliability).
(2) You must make sure the stopping-performance monitor meets the requirements of:
(a) American National Standards Institute (ANSI) B11.1-1982, Mechanical Power Presses - Safety Requirements for Construction, Care, and Use for presses manufactured before January 1, 2005.
(b) ANSI B11.1-2001, Safety Requirements for Mechanical Power Presses for presses manufactured on or after January 1, 2005.
(3) You must make sure the control system monitors the performance of safety-related functions so that failure of any component in the control system:
(a) Does not prevent normal stopping action of the press.
(b) Prevents initiation of another cycle (stroke) until the failure is corrected.
(c) Can be detected by a simple test or is indicated by the control system.
EXEMPTION: | This requirement does not apply to control system components that do not affect protection from point-of-operation hazards. |
PDF296-806-45527
Operations.
You must meet the requirements… | in this section: |
Establish a die setting procedure | WAC 296-806-45528 |
Handle dies safely | WAC 296-806-45530 |
Protect die setters during setup and tryout | WAC 296-806-45532 |
Train press operators | WAC 296-806-45534 |
Operate mechanical power presses safely | WAC 296-806-45536 |
Provide tools and other means to protect press operators | WAC 296-806-45538 |
Inspect and maintain presses | WAC 296-806-45540 |
Make sure presses and operating practices used in the PSDI (presence sensing device initiation) mode of operation meet these requirements | WAC 296-806-45542 |
PDF296-806-45528
Establish die setting procedures.
(1) You must develop and use procedures to protect employees from the hazards of die setting.
(2) You must make sure die setters are provided with at least the following information:
(a) Rated press capacity requirements for the die.
(b) Weight of the upper die and other slide attachments required for job setup and setting counterbalance air pressure.
(c) Total die weight.
Note: | This information may be stamped on the die or kept in a file that is readily available to the die setters. |
PDF296-806-45530
Handle dies safely.
(1) You must make sure dies requiring mechanical handling have handling equipment attachment points.
(2) You must use die stops or other means to prevent losing control of the die while setting or removing dies from presses that are inclined.
(3) You must make sure the upper and lower shoes will securely mount the die to the bolster and slide.
(4) You must use additional means of securing the upper shoe to the slide where clamp caps or set screws are used in conjunction with punch stems.
(5) You must make sure spring-loaded turnover bars are provided for presses designed to accept them.
PDF296-806-45532
Protect die setters during setup and tryout.
(1) You must use safety blocks when an employee has to put their hands or other body part into the point of operation to adjust or repair dies.
(2) You must protect die setters doing die tryout from point-of-operation hazards by at least one of the following:
(a) Properly installed, adjusted, and maintained guards or devices.
(b) Proper use of INCH mode (part-revolution clutch press).
(c) Proper use of JOG mode (full-revolution clutch press).
PDF296-806-45534
Train press operators.
(1) You must train operators to safely operate the press.
(2) You must make sure modified or reconstructed presses have instructions to establish new or changed guidelines for use and care of the press.
PDF296-806-45536
Operate mechanical power presses safely.
You must operate the press within the manufacturer's rated capacities.
Note: | Rated capacities include, but are not limited to: |
1. Structural capacity. | |
2. Torque capacity. | |
3. Energy capacity. | |
4. Thermal capacity. | |
5. Attachment weight. | |
6. Die shutheight. |
PDF296-806-45538
Provide tools and other means to protect press operators.
(1) You must make sure hand tools are provided and used to free and remove workpieces or scrap stuck in the die.
(2) You must provide means for handling scrap from roll feed or random length stock operations.
(3) You must provide and use means to keep operators and die setters from reaching into the point of operation or other hazard area to lubricate material or die components.
Note: | 1. Means for lubricating include, but are not limited to: |
a. Brushes. | |
b. Swabs. | |
c. Lubricating rolls. | |
d. Manual spray systems. | |
e. Automatic spray systems. | |
2. Handles on brushes or swabs should be long enough to keep persons using them clear of the point of operation. |
PDF296-806-45540
Inspect and maintain presses.
(1) You must make sure maintenance personnel are trained and competent to inspect and maintain power presses.
(2) You must keep records of all maintenance or repair work.
(3) You must inspect and test the following press systems at least weekly:
(a) Clutch/brake mechanism.
(b) Antirepeat feature.
(c) Single stroke mechanism.
(d) Keep records of inspections and tests.
EXEMPTION: | You do not have to do weekly inspections if your press has both: |
1. Performance of safety-related functions monitoring (previously called control reliability); and | |
2. A stopping-performance monitor (previously called brake-system monitor) does not require weekly inspections. |
Reference: | For requirements for these monitoring devices, see Provide additional safeguards when the operator puts one or both hands into the point of operation, WAC 296-806-45526. |
PDF296-806-45542
Make sure presses and operating practices used in the PSDI (presence sensing device initiation) mode of operation meet these requirements.
You must make sure presses and operating practices used in the PSDI mode meet the requirements of 29 C.F.R. 1910.217(h), Presence Sensing Device Initiation (PSDI).
Note: | 29 C.F.R. 1910.217(h) contains requirements for certification and validation of mechanical power presses used in the PSDI mode of operation. |
PDF296-806-460
Mills.
Summary
In addition to the requirements in this section, you need to refer to the following sections of this chapter in order to fully protect your employees from machine hazards:
Requirements for all machines, WAC 296-806-200 and 296-806-300.
This section applies only to mills in the rubber and plastics industry that have in-running metal rolls that are set horizontally and run toward each other.
Your responsibility:
To protect employees from hazards associated with mills.
You must meet the requirements… | in this section: |
Meet height requirements for mill rolls | WAC 296-806-46002 |
Provide mill safety controls | WAC 296-806-46004 |
Follow these stopping limit requirements for mills | WAC 296-806-46006 |
PDF296-806-46002
Meet height requirements for mill rolls.
You must make sure that the tops of mill rolls installed after August 27, 1971, are at least fifty inches above the working level where the operator stands. This distance applies to the actual working level, which could be:
(1) The general floor level.
(2) In a pit.
(3) On a platform.
PDF296-806-46004
Provide mill safety controls.
EXEMPTION: | These rules do not apply to mills if the machinery is permanently set up so employees: |
1. Cannot reach through, over, under, or around to come in contact with the roll bite; or | |
2. Cannot be caught between a roll and nearby objects. |
(1) You must provide a safety trip control that is easy to reach, operates readily on contact, and is located in front and back of each mill. Each safety trip control must include at least one of the following:
(a) Pressure-sensitive body bars that:
(i) Are installed at the front and back of mills having a forty-six inch roll height or over.
(ii) Operate readily on contact from the pressure of the mill operator's body.
(b) Safety trip rods that are:
(i) Installed in the front and back of each mill and located within two inches of the front and rear rolls.
(ii) Installed so the top rods are no more than seventy-two inches above the level where the operator stands.
(iii) Easy to reach and operate when the rods are pushed or pulled.
(c) Safety tripwire cables or wire center cords that are:
(i) Installed in the front and back of each mill.
(ii) Located within two inches of the face of the rolls.
(iii) Installed so that cables are no more than seventy-two inches above the level where the operator stands.
(iv) Easy to operate whether pushed or pulled.
(2) You must make sure that all auxiliary equipment such as mill dividers, support bars, spray pipes, feed conveyors, and strip knives do not interfere with safety devices.
PDF296-806-46006
Follow these stopping limit requirements for mills.
You must make sure that mills are stopped within one and one-half percent of the fastest speed at which they operate when empty. When mills operate at more than two hundred fifty feet per minute, stopping distances above one and one-half percent of their fastest speed are allowed, but must have engineering support.
PDF296-806-465
Press brakes.
Summary
If your specific machine or operation is not listed here, then follow any general requirements in this section along with the "Requirements for all machines" in this chapter, WAC 296-806-200 and 296-806-300.
This section applies to all machines classified as power press brakes. Power press brakes use a ram and bed to bend material.
Your responsibility:
To protect employees from hazards associated with power press brakes.
General requirements for press brakes
You must meet the requirements… | in this section: |
Provide auxiliary safety aids on press brakes | WAC 296-806-46502 |
Safeguard the point of operation on press brakes | WAC 296-806-46504 |
PDF296-806-46502
Provide auxiliary safety aids on press brakes.
Important:
This rule applies if the safeguarding method prevents the operator from holding the work piece during the closing of the stroke.
You must provide one of the following auxiliary safety aids that will allow operators to remove their hands from the work during the closing of the stroke:
(1) Work supporting devices.
(2) Magnetic material-position gages.
PDF296-806-46504
Safeguard the point of operation on press brakes.
You must safeguard the point of operation on press brakes by at least one of the following:
(1) Physical guards.
(2) Devices.
(3) One-quarter inch maximum die opening.
(4) Safe distance safeguarding if all of the following apply:
(a) Physical barriers and devices such as two-hand controls, holdouts, restraints, and presence sensors, are demonstrated to not be feasible.
(b) This safeguarding method is only for one-time fabrication, custom made parts, or small quantity runs of no more than four hours per month.
(c) A safety program is provided that includes safe work procedures, training, and supervision to make sure work is performed using safe distance measures.
(d) There is no workplace record of injuries from failing to maintain a safe distance.
PDF296-806-46505
Safe distance safeguarding.
You must meet the requirements… | in this section: |
Follow this requirement when using safe distance safeguarding | WAC 296-806-46506 |
Develop a safe distance safeguarding program for press brakes | WAC 296-806-46508 |
Follow these requirements for safe distance training for press brakes | WAC 296-806-46510 |
Require safe distance retraining for press brake operations | WAC 296-806-46512 |
Conduct periodic safe distance inspections on press brakes | WAC 296-806-46514 |
Supervise the safe distance program for press brakes | WAC 296-806-46516 |
PDF296-806-46506
Follow this requirement when using safe distance safeguarding.
You must make sure employees position themselves no closer than necessary and never closer than four inches from the power press brake point of operation.
PDF296-806-46508
Develop a safe distance safeguarding program for press brakes.
You must develop, document, and use an effective safe distance safeguarding program. Include methods for maintaining the minimum safe distance requirements in, Follow this requirement when using safe distance safeguarding, WAC 296-806-46506.
PDF296-806-46510
Follow these requirements for safe distance training for press brakes.
(1) You must train your employees in the safe distance safeguarding program and include all of the following:
(a) The need for safety awareness between the power press brake operator and, when required, the helper.
(b) The purpose and function of operating controls, operating mode controls, die space height adjustment positions, and other brake controls.
(c) The hazards of placing any parts of the body into the point of operation.
(d) The hazards related to each specific work piece bending operation.
(e) The purpose and function of hand-feeding tools.
(f) The dangers of unsafe work practices, inattention, horseplay, and misuse of equipment.
(g) The importance of reporting unsafe conditions immediately to the supervisor.
(2) You must make sure employees are proficient in safe distance safeguarding after training, and follow both:
(a) Safe-operating instructions and recommendations of power press brake manufacturers; and
(b) Industry-recognized safe working practices for power press brakes.
PDF296-806-46512
Require safe distance retraining for press brake operations.
(1) You must require safe distance retraining when employees either:
(a) Are seen operating the power press brake in an unsafe manner; or
(b) Fail to use safe distance procedures.
(2) You must require safe distance retraining when conditions in the workplace change that can affect safe operation of the power press brakes, such as introducing new or revised control methods and procedures.
PDF296-806-46514
Conduct periodic safe distance inspections on press brakes.
(1) You must conduct periodic inspections of safe distance procedures at least annually to make sure that established procedures are being followed.
(2) You must make sure inspections are performed by a trained person who is not the person using the safe distance procedure.
(3) You must identify all of the following during safe distance procedure inspections:
(a) The date of the inspection.
(b) The person performing the inspection.
(c) The power press brake for which you are using the procedures.
(d) Any deviations or inadequacies with procedures and requirements.
(e) Joint reviews with each trained employee about their responsibilities under the safe distance program.
PDF296-806-46516
Supervise the safe distance program for press brakes.
You must provide adequate supervision to make sure that:
(1) Only trained employees operate power press brakes.
(2) Employees use work practices learned in your training program.
(3) Periodic safe distance inspections are conducted as outlined in, Conduct periodic safe distance inspections on press brakes, WAC 296-806-46514.
(4) Any deviations from, or inadequacies in, program procedures or work practices are promptly corrected.
(5) Designated safeguarding means are used, installed, and functioning properly.
(6) Recommended hand-feeding tools are used, when needed.
(7) To require retraining and other appropriate corrective action when necessary.
PDF296-806-470
Roll-forming and bending machines.
Summary
(1) In addition to the requirements in this section, you need to refer to the following sections of this chapter in order to fully protect your employees from machine hazards: Requirements for all machines, WAC 296-806-200 and 296-806-300.
(2) This section applies to power driven roll-forming and bending machines that change the shape or the direction of materials by using rolls, rotary forming dies, and associated tooling.
Your responsibility:
To protect employees from hazards associated with roll-forming and bending machines.
You must meet the requirements… | in this section: |
Follow these requirements for machine initiation | WAC 296-806-47002 |
Safeguard nip points on roll-forming and bending machines | WAC 296-806-47004 |
PDF296-806-47002
Follow these requirements for machine initiation.
(1) You must make sure all of the following occur before starting machines:
(a) Select "normal" operation mode.
(b) Safeguards are in place and functioning.
(c) No workers are within the hazard zones.
(d) Other proper work practices are followed.
(2) You must make sure in the "jog mode," the machine function is initiated by the operator either:
(a) During set-up; or
(b) By threading the material through the forming rolls.
(3) Make sure only assigned test employees perform machine testing and start-up.
PDF296-806-47004
Safeguard nip points of roll-forming and bending machines.
(1) You must safeguard in-running nip points on roll-forming and bending machines with at least one of the following:
(a) A point-of-operation guard or device.
(b) An emergency stop device.
(2) You must use an emergency stop device when a point-of-operation guard or device is not feasible.
PDF296-806-475
Sanding machines.
Summary
(1) In addition to the requirements in this section, you need to refer to the following sections of this chapter in order to fully protect your employees from machine hazards:
Requirements for all machines, WAC 296-806-200 and 296-806-300.
(2) This section applies to sanding machines that remove material from stock with an abrasive sanding surface such as a belt, disk, or drum.
EXEMPTION: | This section does not apply to hand-held sanders. See, Portable power tools, chapter 296-807 WAC, for requirements that apply to hand-held tools. |
Reference: | If you have multiple specific machines and operations in your workplace, you need to follow all requirements in WAC 296-806-400 that apply. |
For example, if you use sanding machines and saws and cutting heads, you need to refer to both of these sections. | |
In addition to the requirements in this section, you need to refer to the following sections of this chapter in order to fully protect your employees from machine hazards: | |
1. WAC 296-806-200, Requirements for all machines. | |
2. WAC 296-806-300, Requirements for machine parts. | |
See chapter 296-807 WAC, Portable power tools, for requirements that apply to hand-held sanders. |
Your responsibility:
To protect employees from hazards associated with drum, disk, and belt sanders.
You must meet the requirements… | in this section: |
Guard drum sanders | WAC 296-806-47502 |
Guard disk sanders | WAC 296-806-47504 |
Guard belt sanders | WAC 296-806-47506 |
Follow these requirements for feed roll guarding | WAC 296-806-47508 |
PDF296-806-47502
Guard drum sanders.
You must make sure drum sanders have one of the following to enclose that part of the drum not used to work on the material:
(1) Guard.
(2) Exhaust hood.
Reference: | Exhaust hoods are required on sanders when dust levels exceed exposure limits. See chapter 296-841 WAC, Airborne contaminants. |
EXEMPTION: | When a table is used for the application of material to be finished, you do not need to enclose the portion of the drum above the table that is necessary to do the work. |
PDF296-806-47504
Guard disk sanders.
You must make sure disk sanders have an exhaust hood, when required, or a guard that encloses the part of the disk not used to work on the material.
EXEMPTION: | When a table is used for the application of material to be finished, you do not need to enclose the portion of the disk above the table that is necessary to do the work. |
PDF296-806-47506
Guard belt sanders.
You must protect the operator by guarding:
(1) Nip points where the sanding belt runs on the pulleys.
(2) The unused run of the sanding belt.
PDF296-806-47508
Follow these requirements for feed roll guarding.
(1) You must make sure that feed rolls have a hood or guard to prevent the operator's hands from coming in contact with the in-running rolls at any point.
(2) You must make sure that the guard meets all of the following:
(a) Is constructed of heavy material, preferably metal.
(b) The bottom of the guard comes down to within three-eighths inch of the plane formed by the bottom or working surfaces of the feed rolls. When the three-eighths inch distance is increased to three-quarter inch, the lead edge of the hood must be extended to five and one-half inches or more in front of the nip point between the front roll and the work.
PDF296-806-480
Saws and cutting heads.
Summary
If your specific machine or operation is not listed here, then be sure to follow any of the following requirements that apply:
(1) General requirements for all saws and cutting heads in this section.
(2) General requirements for all saws in this section.
(3) General requirements for all cutting heads in this section.
(4) "Requirements for all machines" found in this chapter, WAC 296-806-200 and 296-806-300.
Reference: | For requirements on hand-held tools, see Portable power tools, chapter 296-807 WAC. |
This section applies to fixed machines using saws or cutting heads that are used on any material.
Your responsibility:
To make sure machines using saws and cutting heads meet these requirements.
Requirements for this topic… | begin with this section: |
GENERAL REQUIREMENTS FOR ALL SAWS AND CUTTING HEADS | WAC 296-806-48002 |
SAWS | |
General Requirements for All Saws | WAC 296-806-48006 |
Requirements for All Circular Saws | WAC 296-806-48008 |
Requirements for Specific Circular Saws | WAC 296-806-48024 |
Requirements for Band Saws and Drag Saws | WAC 296-806-48042 |
CUTTING HEADS | |
General Requirements for All Cutting Heads | WAC 296-806-48046 |
BORING AND MORTISING MACHINES | WAC 296-806-48048 |
CHIPPER AND HOG MILLS | WAC 296-806-48050 |
JOINTERS | WAC 296-806-48056 |
MOLDING, STICKING AND MATCHING MACHINES | WAC 296-806-48062 |
PANEL RAISERS AND OTHER SIMILAR MACHINES | WAC 296-806-48064 |
PLANERS | WAC 296-806-48066 |
SHAPERS | WAC 296-806-48074 |
TENONING MACHINES | WAC 296-806-48076 |
VENEER MACHINERY | WAC 296-806-48080 |
SEWING MACHINES | WAC 296-806-48502 |
PDF296-806-48001
General requirements for all saws and cutting heads.
You must meet the requirements… | in this section: |
Protect employees using saws and cutting heads | WAC 296-806-48002 |
Make sure saws and cutting heads are sharpened and tensioned by qualified people | WAC 296-806-48005 |
PDF296-806-48002
Protect employees using saws and cutting heads.
(1) You must provide safeguarding to protect employees from the hazards of feed rolls.
(2) You must provide types and sizes of push sticks or push blocks that are suitable for the work being done.
(3) You must use a comb (featherboard) or a suitable jig to protect employees when a standard guard cannot be used.
Note: | Operations where you may need a comb or jig include: |
1. Dadoing. | |
2. Grooving. | |
3. Jointing. | |
4. Moulding. | |
5. Rabbeting. |
PDF296-806-48004
Make sure saws and cutting heads are sharpened and tensioned by qualified people.
You must make sure people who sharpen or tension saw blades or cutters have demonstrated skill in this area.
PDF296-806-48005
General requirements for all saws.
You must meet the requirements… | in this section: |
Make sure saws are safe to use | WAC 296-806-48006 |
PDF296-806-48006
Make sure saws are safe to use.
(1) You must immediately remove from service a saw that has any of the following problems:
(a) Cracked.
(b) Dull.
(c) Badly set.
(d) Improperly filed.
(e) Improperly tensioned.
(2) You must immediately clean any saw where gum has begun to stick on the sides.
(3) You must eliminate unintended fence and table movement during operation.
(4) You must keep hinged tables and fences firmly secured and in true alignment for all positions.
PDF296-806-48007
Requirements for all circular saws.
You must meet the requirements… | in this section: |
Make sure all circular saws meet these requirements | WAC 296-806-48008 |
Make sure circular saw gages meet these requirements | WAC 296-806-48010 |
Guard hand-fed circular table saws | WAC 296-806-48012 |
Provide kickback protection for employees using hand-fed circular table ripsaws when ripping wood products | WAC 296-806-48014 |
Safeguard self-feed circular saws | WAC 296-806-48016 |
Provide kickback protection for self-feed circular ripsaws when ripping wood products | WAC 296-806-48018 |
Guard circular resaws | WAC 296-806-48020 |
Provide spreaders for circular resaws | WAC 296-806-48022 |
PDF296-806-48008
Make sure all circular saws meet these requirements.
(1) You must protect employees from contacting the portion of the saw beneath or behind the table by covering it with either:
(a) An exhaust hood, if one is required; or
(b) A guard.
(2) You must prohibit workers from inserting wedges between the saw disk and the collar to form a wobble saw.
PDF296-806-48010
Make sure circular saw gages meet these requirements.
You must make sure circular saw gages slide in grooves or tracks that are accurately machined to maintain exact alignment with the saw for all positions of the guide.
Note: | Circular saw gages are also referred to as miter or positioning gages. |
PDF296-806-48012
Safeguard hand-fed circular table saws.
(1) You must guard each hand-fed circular saw with a hood that completely encloses both the portion of the saw that is above both:
(a) The table; and
(b) The material being cut.
(2) You must make sure the hood is designed and constructed to do all of the following:
(a) Protect the operator from flying splinters and broken saw teeth.
(b) Strong enough to resist damage from reasonable operation, adjustments, and handling.
(c) Made of material soft enough to not break saw teeth.
Note: | Hoods should be made of material that: |
1. Does not shatter when broken. | |
2. Is not explosive. | |
3. Is less combustible than wood. |
(3) You must mount the hood so it does all of the following:
(a) Operates positively and reliably.
(b) Maintains true alignment with the saw.
(c) Resists any side thrust or force that could throw it out of line.
(4) You must make sure the hood:
(a) Allows the material to be inserted or sawed without any considerable resistance; and
(b) Does one of the following:
(i) Automatically remains in contact with the material being cut; or
(ii) Is manually adjusted to within one-quarter inch of the material being cut.
EXEMPTION: | Saws may be guarded with a fixed enclosure, fixed barrier guard, or a manually adjusted guard when specific conditions prevent using a standard automatic adjusting guard. Alternative guards have to both: |
1. Provide protection equivalent to a standard automatic adjusting guard; and | |
2. Be used according to the manufacturer's instructions with sufficient supervision to comply with this requirement. |
PDF296-806-48014
Provide kickback protection for employees using hand-fed circular table ripsaws when ripping wood products.
(1) You must provide a spreader or riving knife that is:
(a) Made of hard-tempered steel or its equivalent.
(b) Thinner than the saw kerf.
(c) Wide enough to provide sufficient stiffness and rigidity to resist any reasonable side thrust or blow that could bend or throw it out of position.
(d) Attached so it remains in true alignment with the saw when the saw or table is tilted.
Note: | The spreader or riving knife should: |
1. Prevent material from either squeezing the saw or being thrown back at the operator. | |
2. Be placed so there is one-half inch or less space between it and the back of the saw when the largest saw is mounted in the machine. |
EXEMPTION: | You do not have to provide a spreader or riving knife when grooving, dadoing, or rabbeting. When you finish these operations, replace the spreader immediately. |
(2) You must provide nonkickback fingers or dogs that are:
(a) Located so they prevent the saw from either picking up the material or throwing the material back towards the operator.
(b) Designed to hold any thickness of material being cut.
Note: | Kickbacks occur when a saw seizes the stock and hurls it back at the operator. This can happen when the stock twists and binds against the side of the blades or is caught in the teeth. Kickbacks occur more often when cutting parallel to the wood grain (ripping) than when cross cutting. Common contributors to kickbacks include: |
1. A blade that is not sharpened. | |
2. A blade set at an incorrect height. | |
3. Poor quality lumber, such as frozen lumber, lumber with many knots, or foreign objects, such as nails. |
PDF296-806-48016
Safeguard self-feed circular saws.
(1) You must provide saws and feed rolls with a hood or guard to protect the operator from contacting the in-running rolls.
(2) You must make sure the guard is constructed of heavy material, preferably metal.
(3) You must make sure the distance between the bottom of the guard and the plane formed by the bottom or working surface of the feed rolls meets the requirements of Table 200-1, Largest Allowable Guard Opening, in WAC 296-806-20042.
PDF296-806-48018
Provide kickback protection for self-feed circular ripsaws when ripping wood products.
You must provide saws with sectional nonkickback fingers that meet all of the following requirements:
(1) They cover the full width of the feed roll.
(2) They are located in front of the saw.
(3) They are arranged so they keep continuous contact with the material being fed.
PDF296-806-48020
Guard circular resaws.
You must provide each circular resaw with a metal hood or shield that is:
(1) Located above the saw.
(2) Designed to protect the operator from flying splinters or broken saw teeth.
PDF296-806-48022
Provide spreaders for circular resaws.
EXEMPTION: | This requirement does not apply to self-feed saws with a roller or wheel at the back of the saw. |
You must provide a spreader that is all of the following:
(1) Securely fastened behind the saw.
(2) Slightly thinner than the saw kerf.
(3) Slightly thicker than the saw disk.
PDF296-806-48023
Requirements for specific circular saws.
You must meet the requirements… | in this section: |
Protect employees from automatic saw hazards | WAC 296-806-48024 |
Guard inverted swing (jump) saws | WAC 296-806-48026 |
Guard miter saws | WAC 296-806-48028 |
Guard radial saws | WAC 296-806-48030 |
Limit the travel of radial saws | WAC 296-806-48032 |
Provide kickback protection for radial saws used for ripping wood products | WAC 296-806-48034 |
Guard revolving double arbor saws | WAC 296-806-48036 |
Guard swing saws | WAC 296-806-48038 |
Limit the travel of swing saws | WAC 296-806-48040 |
PDF296-806-48024
Protect employees from automatic saw hazards.
You must make sure automatic saws that stroke continuously without the operator controlling each stroke are not used where employees could be exposed to saw hazards during operations such as loading, clamping, cutting, or unloading.
PDF296-806-48026
Guard inverted swing (jump) saws.
(1) You must guard jump saws with a hood that both:
(a) Covers the part of the saw that is exposed above the top of the table or above the material being cut; and
(b) Automatically adjusts to the thickness of the material being cut and remains in contact with it.
(2) You must provide a holding device that will prevent stock from moving while cutting materials.
(3) You must provide warning signs, stickers, or placards when the pinching hazard created by the holding device cannot be eliminated by design.
(4) You must provide the following for automatically fed jump saws.
(a) Place guards over the roller conveyor to prevent persons from walking into or over the saw.
(b) Enclose jump saws when below the table or roller conveyor and not in actual use.
(c) Install a positive stop to prevent the saw from passing the front edge of the roller conveyor or table.
(d) Make sure the throat in the table or roller conveyor is only wide enough to permit unobstructed operation of the saw.
PDF296-806-48028
Guard miter saws.
Important:
Miter saws include:
1. Miter.
2. Compound miter.
3. Slide miter.
4. Compound slide miter.
(1) You must guard miter saws with an upper hood that completely encloses the upper half of the blade.
(2) You must provide a method to protect employees from contacting the blade underneath the table while in its recommended carrying position.
(3) You must guard the lower blade:
(a) By making sure the teeth are guarded at least three-quarters of an inch beyond the root of the teeth, toward the center of the blade, except for a maximum forty-five degree exposure of quadrant C when in the full retract position. See Illustration 480-1, Miter Saw Guarding.
(b) With a retractable guard that cannot be locked in any position.
Illustration 480-1
Miter Saw Guarding
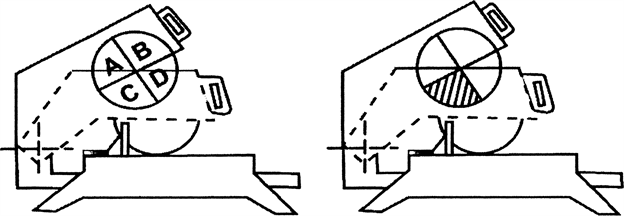 |
This illustration shows miter saws in full retract position, and quadrant C, where 45 degrees, or half of quadrant C may be exposed when in the full retract position.
PDF296-806-48030
Guard radial saws.
(1) You must make sure the radial saw has a hood that does all of the following:
(a) Completely encloses the upper portion of the blade down to a point that includes the end of the saw arbor.
(b) Protects the operator from flying splinters and broken saw teeth.
(c) Deflects sawdust away from the operator.
(2) You must provide a lower blade guard that does all of the following (see Guard radial saws, illustration 480-2):
(a) Guards the sides of the lower exposed portion of the blade to its full diameter.
(b) Automatically adjusts to the thickness of the stock being cut.
(c) Remains in contact with the stock to provide the maximum protection possible for the operation being performed; or
(d) Is manually adjusted (wing) guard that:
(i) Is made of material strong enough to withstand the forces put on it.
(ii) Suggested materials include polycarbonates or expanded metal.
(iii) Has edges that are smooth so no hazards from the guard exist.
(iv) Extends a minimum of eight inches to both the front and arbor-end sides.
(v) Is adjustable in a vertical plane to the different thicknesses of stock so the gap is three-eighths inch or less between the bottom of the guard and the top of the stock.
EXEMPTION: | Saws may be guarded with a fixed enclosure, fixed barrier guard, or a manually adjusted guard when specific conditions prevent using a standard, automatic adjusting guard. Alternative guards have to both: |
1. Provide protection equivalent to a standard automatic adjusting guard; and | |
2. Be used according to the manufacturer's instructions with sufficient supervision to meet this requirement. |
Illustration 480-2 Guard radial saws
A manually adjusted awareness barrier guard that
extends 8 inches to the front and sides of the blade
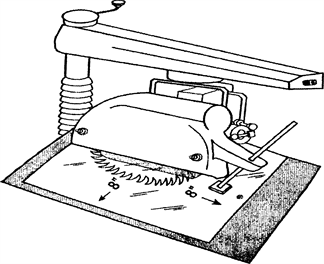 |
PDF296-806-48032
Limit the travel of radial saws.
(1) You must provide an adjustable stop that prevents:
(a) Forward travel of the blade beyond the position necessary to complete the cut; and
(b) Any part of the saw blade from extending beyond the front edge of the work support table.
(2) You must install the saw so that the front end is slightly higher than the rear in order to cause the cutting head to return to the starting position when released by the operator.
(3) You must make sure the cutting head or carriage does all of the following:
(a) Returns gently to the rest or starting position when released by the operator.
(b) Does not bounce or recoil when reaching the rest or starting position.
(c) Remains in the rest or starting position.
PDF296-806-48034
Provide kickback protection for radial saws used for ripping wood products.
(1) You must provide nonkickback fingers or dogs that are both:
(a) Located on both sides of the saw to resist the tendency of the saw to pick up material or throw it back toward the operator; and
(b) Designed to hold any thickness of material being cut.
(2) You must make sure when ripping or ploughing that you feed the material from the end where the blade teeth enter the upper guard, which is against the direction in which the saw turns. See, Ripping with a radial arm saw, illustration 480-3.
(3) You must make sure the direction of saw rotation is clearly marked on the hood.
(4) You must fasten a permanent label at the rear of the guard hood, at about the level of the arbor, where the blade teeth exit the upper hood during saw operation that:
(a) Reads, "danger: do not rip or plough from this end."
(b) Is colored standard danger red.
(c) Is not less than one and one-half inches by three-quarters inch with standard proportional lettering.
Illustration 480-3
Important requirements for ripping with a radial arm saw.
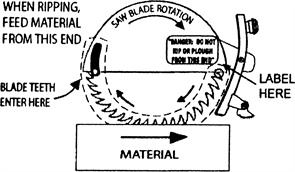 |
[Statutory Authority: RCW 49.17.010, 49.17.040, 49.17.050, 49.17.060. WSR 15-24-102, § 296-806-48034, filed 12/1/15, effective 1/5/16; WSR 04-14-028, § 296-806-48034, filed 6/29/04, effective 1/1/05.]
PDF296-806-48036
Guard revolving double arbor saws.
You must guard each revolving double arbor saw with a hood that completely encloses the portion of the saw that is above both:
(1) The table; and
(2) The material being cut.
Note: | Hoods should be made of material that: |
1. Does not shatter when broken. | |
2. Is not explosive. | |
3. Is less combustible than wood. |
PDF296-806-48038
Guard swing saws.
Important:
This section applies to swing saws mounted above the table.
(1) You must provide saws with a hood that encloses all of the following:
(a) Upper half of the saw.
(b) Arbor end.
(c) Point of operation in all positions of the saw.
(2) You must make sure the hood protects operators from flying splinters and broken saw teeth.
(3) You must make sure the lower blade guard will automatically cover the lower portion of the blade by dropping on top of and remaining in contact with the table or the material being cut.
EXEMPTION: | Saws may be guarded with a fixed enclosure, fixed barrier guard, or a manually adjusted guard when specific conditions prevent using a standard, automatic adjusting guard. Alternative guards have to: |
1. Provide protection equivalent to a standard automatic adjusting guard; and | |
2. Be used according to the manufacturer's instructions with sufficient supervision to meet this requirement. |
PDF296-806-48040
Limit the travel of swing saws.
Important:
This section applies to swing saws that are mounted above the table.
(1) You must provide saws with a device that:
(a) Automatically returns the saw to the back of the table when the saw is released at any point in its travel.
(b) Does not depend on a rope, cord, or spring to function properly.
(2) You must make sure devices that use a counterweight meets these requirements:
(a) The bolts supporting the bar and the counterweight use cotter pins.
(b) The counterweight is prevented from dropping by one of these methods:
(i) A bolt passing through both the bar and the counterweight.
(ii) A bolt through the extreme end of the bar.
(iii) A safety chain to hold it to the bar if the counterweight does not completely encircle the bar.
(3) You must provide limit chains or another equally effective device to prevent the saw from swinging either:
(a) Beyond the front or back edge of the table; or
(b) Forward to a position where the gullets of the lowest saw teeth will rise above the table top.
PDF296-806-48041
Requirements for band saws and drag saws.
You must meet the requirements… | in this section: |
Make sure band saws meet these requirements | WAC 296-806-48042 |
Protect employees from drag saw hazards | WAC 296-806-48044 |
PDF296-806-48042
Make sure band saws meet these requirements.
(1) You must enclose or guard all portions of the blade except for the working portion of the blade between the guide rolls and the table.
(2) You must make sure the guard for the portion of the blade between the sliding guide and the wheel guard meets these requirements:
(a) Protects the front and outer side of the blade.
(b) Is self-adjusting to move with the guide.
(c) Adjusts so the gap between the guide rolls and stock is as small as is practical.
(3) You must fully enclose band saw wheels with wheel guards that meet both of the following requirements:
(a) The outside periphery of the wheel enclosure is solid; and
(b) The front and back of the wheels are enclosed by solid material, wire mesh, or perforated metal.
(4) You must make sure the material used for wheel guards meets these requirements:
(a) Wire mesh and perforated metal guards:
(i) Are at least 0.037 inch (U.S. Gage No. 20) thick.
(ii) Have openings in them that are three-eighths inch or less.
(b) Solid material has strength and firmness equivalent to a wire mesh or perforated steel guard.
(5) You must make sure band saws have a tension control device to indicate the proper tension for standard saws used on the machine.
PDF296-806-48044
Protect employees from drag saw hazards.
You must protect employees passing near a drag saw by either:
(1) Providing a four-foot clearance when the saw is at the extreme end of the stroke; or
(2) Enclosing the saw and its driving mechanism, if you cannot provide a four-foot clearance.
PDF296-806-48045
General requirements for all cutting heads.
You must meet the requirements… | in this section: |
Maintain and balance knives and cutting heads | WAC 296-806-48046 |
PDF296-806-48046
Maintain and balance knives and cutting heads.
(1) You must make sure knives and cutting heads are kept:
(a) Sharp.
(b) Properly adjusted.
(c) Firmly secured.
(2) You must make sure knives are properly balanced when two or more are used in one cutting head.
PDF296-806-48047
Boring and mortising machines.
You must meet the requirements… | in this section: |
Make sure boring and mortising machines meet these requirements | WAC 296-806-48048 |
PDF296-806-48048
Make sure boring and mortising machines meet these requirements.
EXEMPTION: | This section does not apply to drill presses, boring machines, or mortising machines if both of the following apply: |
1. The downward stroke of the chuck and bit is controlled manually by the operator; and | |
2. The chuck and bit automatically rises to the start position when control is released. |
(1) You must completely enclose universal joints on spindles of boring machines to prevent accidental contact by the operator.
(2) You must make sure you do not use safety bit chucks that have projecting set screws.
(3) You must enclose the top of the cutting chain and driving mechanism.
(4) You must prevent a counterweight, when used, from dropping by securing it to a bar by one of the following, or an equivalent method:
(a) A bolt passing through both the bar and the counterweight.
(b) A bolt through the extreme end of the bar.
(c) A safety chain to hold it to the bar if the counterweight does not completely encircle the bar; or
(d) Suspending it by a chain or wire rope and having it travel in a pipe or other suitable enclosure if it could fall and injure an employee.
Note: | Boring bits should be provided with a guard that will enclose all portions of the bit and chuck above the material being worked. |
PDF296-806-48049
Chipper and hog mills.
You must meet the requirements… | in this section: |
Follow these requirements for chipper mills | WAC 296-806-48050 |
Follow these requirements for hog mills | WAC 296-806-48052 |
Protect employees from falling into chipper and hog mills | WAC 296-806-48054 |
PDF296-806-48050
Follow these requirements for chipper mills.
EXEMPTION: | This section does not apply to mobile chippers. |
Reference: | Safety requirements for mobile chippers can be found in, Pruning, Repairing, Maintaining and Removing Trees and Cutting Brush, section 9.6, ANSI Z133.1-2000. |
(1) You must arrange the feed system so the operator does not stand in direct line with the chipper blades or spout (hopper).
(2) You must protect the operator from chips or chunks being thrown out while feeding the machine.
(3) You must enclose the chipper spout to a height or distance of at least forty inches from the floor or the operator's station, whichever is higher.
(4) You must provide a mirror or other device to allow monitoring of material when the operator cannot readily observe the material being fed into the chipper.
PDF296-806-48052
Follow these requirements for hog mills.
(1) You must make sure that feed chutes are at least forty inches from the knives or feed roll.
(2) You must provide baffles or other suitable safeguards to prevent material from being thrown from the hog mill.
PDF296-806-48054
Protect employees from falling into chipper and hog mills.
You must protect employees working near the feed openings of chipper and hog mills from falling into the openings by providing at least one of the following:
(1) A safety belt (or harness) and a lifeline short enough to prevent workers from falling into the mill.
(2) Barriers or other types of protective guarding.
Reference: | See, Railing, toeboards and cover specifications for requirements on guardrails used as barriers, WAC 296-24-75011. |
PDF296-806-48055
Jointers.
You must meet the requirements… | in this section: |
Make sure jointers with horizontal cutting heads meet these requirements | WAC 296-806-48056 |
Guard horizontal cutting heads on hand-fed jointers | WAC 296-806-48058 |
Guard vertical cutting heads on jointers | WAC 296-806-48060 |
PDF296-806-48056
Make sure jointers with horizontal cutting heads meet these requirements.
(1) You must make sure the cutting head on hand-fed jointers is cylindrical:
(2) You must install and adjust the knife blade so it does not protrude more than one-eighth inch beyond the body of the head.
(3) You must make sure the opening in the table meets all of the following:
(a) Is kept as small as possible.
(b) The clearance between the edge of the rear table and the cutting head is not more than one-eighth inch.
(c) The table throat opening is not more than two and one-half inches when the tables are set or aligned with each other for zero cut.
PDF296-806-48058
Guard horizontal cutting heads on hand-fed jointers.
(1) You must provide jointers with an automatic guard on the working side of the fence or gage that does all of the following:
(a) Covers all sections of the head.
(b) Effectively keeps the operator's hand from contacting the revolving knives.
(c) Automatically adjusts to cover the unused portion of the head.
(d) Remains in contact with the material at all times.
(2) You must provide jointers with a guard that covers the section of the head behind the gage or fence.
PDF296-806-48060
Guard vertical cutting heads on jointers.
You must provide each jointer that has a vertical cutting head with an exhaust hood or other type of guard that completely encloses the revolving head except for a slot that is wide enough for the material being jointed.
PDF296-806-48061
Molding, sticking and matching machines.
You must meet the requirements… | in this section: |
Make sure molding, sticking and matching machines meet these requirements | WAC 296-806-48062 |
PDF296-806-48062
Make sure molding, sticking and matching machines meet these requirements.
(1) You must make sure all cutting heads, and saws if used, are covered by a guard that:
(a) Is metal.
(b) Forms all or part of the exhaust hood if an exhaust system is used.
(2) You must make sure a guard constructed from:
(a) Sheet metal is at least one-sixteenth inch thick.
(b) Cast iron is at least three-sixteenths inch thick.
(3) You must make sure feed rolls are guarded by a hood or other suitable guard that both:
(a) Prevents the operator's hand from contacting the in-running rolls at any point; and
(b) Is attached to the frame carrying the rolls so it adjusts for any thickness of stock.
PDF296-806-48063
Panel raisers and other similar machines.
You must meet the requirements… | in this section: |
Guard hand-fed panel raisers and other similar machines | WAC 296-806-48064 |
PDF296-806-48064
Guard hand-fed panel raisers and other similar machines.
You must guard the cutting heads of hand-fed panel raisers and other similar machines by enclosing the cutting head with either:
(1) A fixed guard such as a cage; or
(2) An adjustable guard designed to keep the operator's hand away from the cutting edge.
PDF296-806-48065
Planers.
You must meet the requirements… | in this section: |
Make sure planers with a horizontal cutting head meet these requirements | WAC 296-806-48066 |
Guard planers | WAC 296-806-48068 |
Guard planer feed rolls | WAC 296-806-48070 |
Provide kickback protection on planers running stock of varied thicknesses | WAC 296-806-48072 |
PDF296-806-48066
Make sure planers with a horizontal cutting head meet these requirements.
(1) You must make sure the cutting head on hand-fed planers is cylindrical.
(2) You must install and adjust the knife blade so it does not extend more than one-eighth inch beyond the body of the head.
PDF296-806-48068
Guard planers.
(1) You must make sure all cutting heads, and saws if used, are covered by a guard that:
(a) Is metal.
(b) Forms all or part of the exhaust hood if an exhaust system is used.
(2) You must make sure a guard constructed from:
(a) Sheet metal is at least one-sixteenth inch thick.
(b) Cast iron is at least three-sixteenths inch thick.
PDF296-806-48070
Guard planer feed rolls.
You must make sure feed rolls are guarded by a hood or other suitable guard that:
(1) Prevents the operator's hand from contacting the in-running rolls at any point.
(2) Is attached to the frame carrying the rolls so it remains in adjustment for any thickness of stock.
PDF296-806-48072
Provide kickback protection on planers running stock of varied thicknesses.
You must provide kickback protection on planers running stock of varied thicknesses at the same time by providing either:
(1) Sectional feed rolls that provide feeding contact pressure on the stock; or
(2) Suitable nonkickback fingers at the infeed end of each section.
Note: | The sectional feed rolls need to have sufficient yield in their construction to provide contact pressure on any thickness of stock the machine is capable of processing. |
PDF296-806-48073
Shapers.
You must meet the requirements… | in this section: |
Make sure shapers meet these requirements | WAC 296-806-48074 |
PDF296-806-48074
Make sure shapers meet these requirements.
(1) You must guard the cutting head of the shaper by enclosing it with either:
(a) A fixed guard, such as a cage; or
(b) An adjustable guard designed to keep the operator's hand away from the cutting edge.
(2) You must make sure the diameter of a circular shaper guard is at least as large as the greatest diameter of the cutter.
Note: | A warning device of leather or other material attached to the spindle is not an acceptable substitute for a guard. |
(3) You must guard all sections of the cutting tool except for an opening to allow access to the work piece by the cutting tool.
Note: | A ring guard is one means of satisfying the guarding requirement for cutting tools when involved in free hand or template shaping. |
(4) You must make sure all double-spindle shapers have a spindle starting and stopping device for each spindle.
PDF296-806-48075
Tenoning machines.
You must meet the requirements… | in this section: |
Guard tenoning machine feed chains and sprockets | WAC 296-806-48076 |
Guard tenoning machines | WAC 296-806-48078 |
PDF296-806-48076
Guard tenoning machine feed chains and sprockets.
You must guard feed chains and sprockets of all double-end tenoning machines by completely enclosing both of the following:
(1) All sprockets; and
(2) Portions of the chain that are not used for conveying stock.
PDF296-806-48078
Guard tenoning machines.
(1) You must make sure all cutting heads, and saws if used, are covered by a metal guard that:
(a) Covers at least the unused part of the periphery of the cutting head.
(b) Forms all or part of the exhaust hood if an exhaust system is used.
(2) You must make sure a guard constructed from:
(a) Sheet metal is at least one-sixteenth inch thick.
(b) Cast iron is at least three-sixteenths inch thick.
PDF296-806-48079
Veneer machines.
You must meet the requirements… | in this section: |
Guard veneer cutters and wringer knives | WAC 296-806-48080 |
Guard veneer clippers | WAC 296-806-48082 |
Follow these requirements for guarding guillotine cutters | WAC 296-806-48084 |
Provide mechanisms to stop power-driven guillotine cutters | WAC 296-806-48086 |
Prohibit riders on veneer slicer carriages | WAC 296-806-48088 |
PDF296-806-48080
Guard veneer cutters and wringer knives.
You must provide guards to prevent accidental contact with the front or rear knife edge.
PDF296-806-48082
Guard veneer clippers.
You must make sure employees do not accidentally contact the knife edge of veneer clippers by providing either:
(1) An automatic feed; or
(2) Guarding at both the front and rear of the clippers.
PDF296-806-48084
Follow these requirements for guarding guillotine cutters.
EXEMPTION: | These requirements do not apply tocontinuous-feed trimmers. |
(1) You must provide one of the following to hand and foot powered guillotine cutters, so employees' hands cannot reach the cutting edge of the knife:
(a) Rods.
(b) Plates.
(c) Other satisfactory means of protection such as those outlined in, Safeguarding methods, WAC 296-806-20042 through 296-806-20058.
(2) You must provide power-driven guillotine veneer cutters with either of the following:
(a) Starting devices for each operator that require all of the following:
(i) Both hands activating controls at the same time to start the cutting motion;
(ii) At least one hand on a control during the complete stroke of the knife; or
(b) An automatic guard that does all of the following:
(i) Keeps the hands of the operator away from the danger zone every time the blade comes down.
(ii) Is used in combination with one-handed starting devices that require two separate movements of the device to start the cutting motion.
(iii) Is designed to return positively to the nonstarting position after each complete cycle of the knife.
PDF296-806-48086
Provide mechanisms to stop power-driven guillotine cutters.
EXEMPTION: | This requirement does not apply to continuous-feed trimmers. |
You must provide power-driven guillotine cutters with both:
(1) Brakes or other stopping mechanism; and
(2) An emergency device that will prevent the machine from operating if the brake fails when the starting mechanism is in the nonstarting position.
PDF296-806-48088
Prohibit riders on veneer slicer carriages.
You must prohibit employees from riding on veneer slicer carriages.
PDF296-806-485
Sewing machines.
Summary
(1) In addition to the requirements in this section, you need to refer to the following sections of this chapter in order to fully protect your employees from machine hazards:
Requirements for all machines, WAC 296-806-200 and 296-806-300.
(2) This section applies to the hazards of needle injuries from domestic or light duty sewing machines.
Your responsibility:
To protect employees from hazards associated with sewing machines.
You must meet the requirements… | in this section: |
Guard sewing machine needles | WAC 296-806-48502 |
PDF296-806-48502
Guard sewing machine needles.
EXEMPTION: | This section does not apply to domestic-type sewing machines having a presser-foot that is in the "down" position during operation of the machine. |
You must provide a permanently attached guard on each sewing machine that:
(1) Prevents the operator's fingers from passing under the needle.
(2) Allows the needle to be conveniently threaded without removing the guard.
Reference: | For specific requirements about safeguarding sewing machine belts can be found in, Safeguard belt and rope drives, WAC 296-806-30004. |